Zerspanen plan – erweitert, 4 abspanzyklen – HEIDENHAIN SW 688945-03 Benutzerhandbuch
Seite 153
HEIDENHAIN CNC PILOT 620/640
153
4.4
Abspanzyklen
Zerspanen plan – Erweitert
Abspanzyklen längs/plan wählen
Zerspanen plan wählen
Softkey Erweitert zuschalten
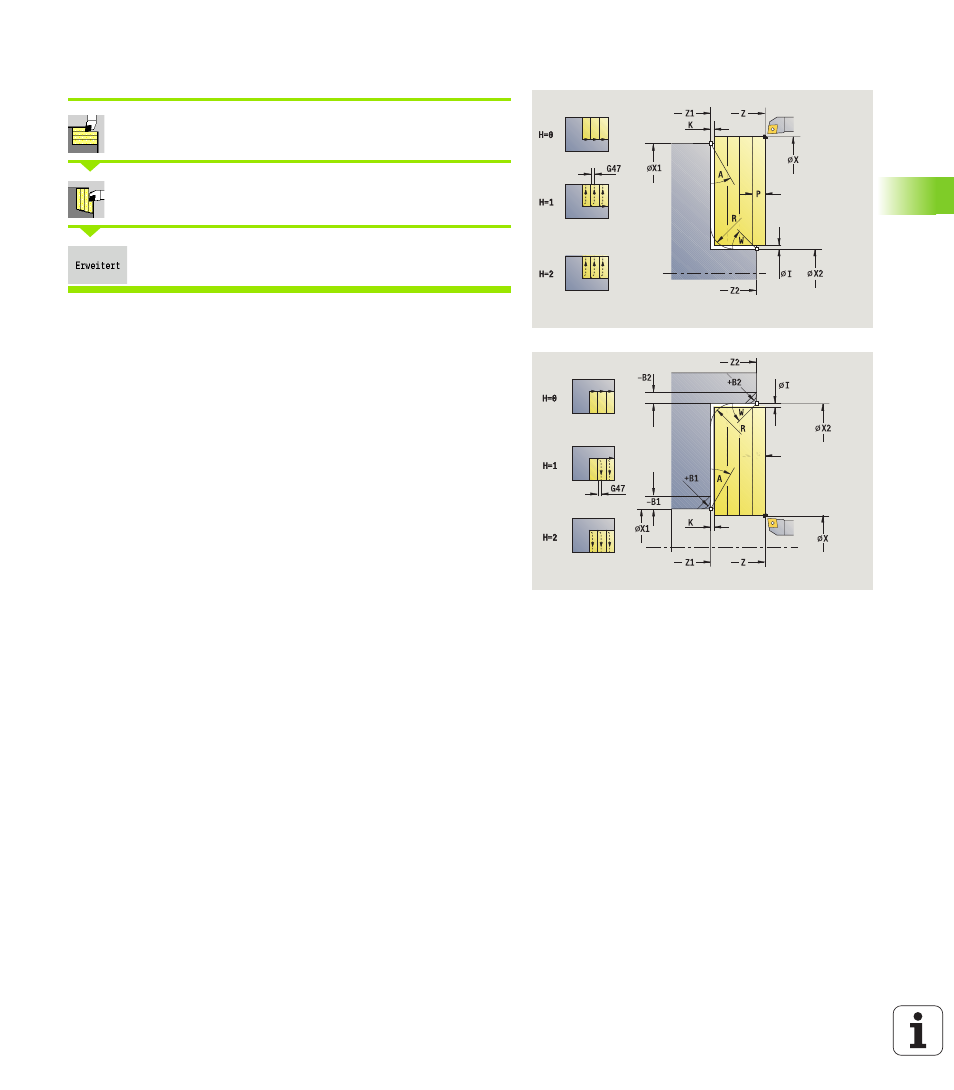
Der Zyklus schruppt den durch Startpunkt und Anfangspunkt Z1/
Endpunkt X2 beschriebenen Bereich unter Berücksichtigung der
Aufmaße.
Zyklusparameter
X, Z
Startpunkt
X1, Z1
Anfangspunkt Kontur
X2, Z2
Endpunkt Kontur
P
Zustelltiefe: maximale Zustelltiefe
A
Anfangswinkel (Bereich: 0° <= A < 90°)
W
Endwinkel (Bereich: 0° <= W < 90°)
R
Verrundung
I, K
Aufmaß X, Z
H
Konturglättung
0: mit jedem Schnitt
1: mit dem letzten Schnitt
2: kein Glättungsschnitt
G47
Sicherheitsabstand (siehe Seite 125)
G14
Werkzeugwechselpunkt (siehe Seite 125)
T
Revolverplatz-Nummer
ID
Werkzeug-ID-Nummer
S
Drehzahl/Schnittgeschwindigkeit
F
Umdrehungsvorschub
B1, B2
Fase/Rundung (B1 Konturanfang; B2 Konturende)
B>0: Radius der Rundung
B<0: Breite der Fase
BP
Pausendauer: Zeitspanne für die Unterbrechung der
Vorschubbewegung. Durch den unterbrochenen
(intermittierenden) Vorschub wird der Span gebrochen.
BF
Vorschubdauer: Zeitintervall bis die nächsten Pause
ausgeführt wird. Durch den unterbrochenen
(intermittierenden) Vorschub wird der Span gebrochen.