5 bahnbew egung en – p olar k oor dinat en – HEIDENHAIN TNC 410 Benutzerhandbuch
Seite 104
91
HEIDENHAIN TNC 410
6.5 Bahnbew
egung
en – P
olar
k
oor
dinat
en
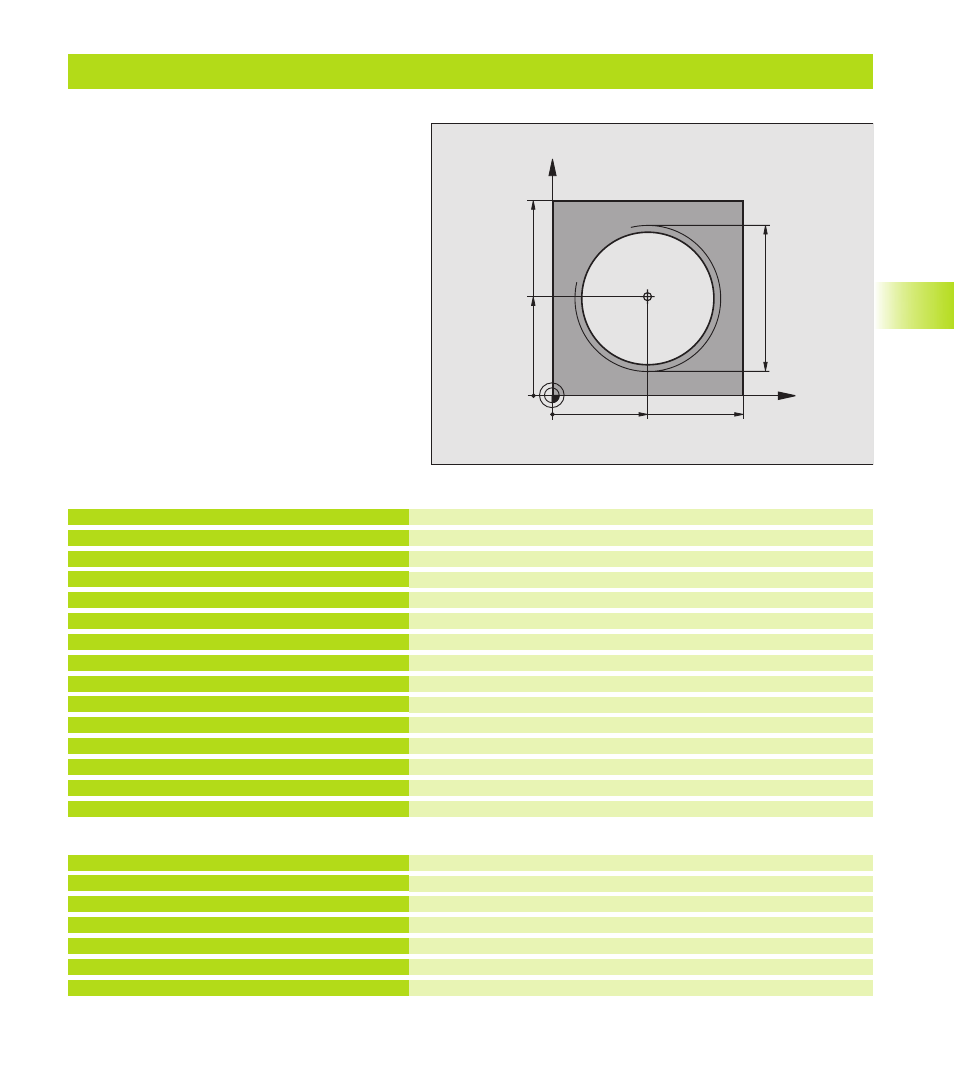
Beispiel: Helix
Rohteil-Definition
Werkzeug-Definition
Werkzeug-Aufruf
Werkzeug freifahren
Werkzeug vorpositionieren
Letzte programmierte Position als Pol übernehmen
Auf Bearbeitungstiefe fahren
Kontur anfahren auf einem Kreis mit tangentialem
Anschluß
Helix fahren
Kontur verlassen auf einem Kreis mit tangentialem Anschluß
Werkzeug freifahren, Programm-Ende
Beginn der Programmteil-Wiederholung
Steigung direkt als IZ-Wert eingeben
Anzahl der Wiederholungen (Gänge)
0 BEGIN PGM HELIX MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+5
4 TOOL CALL 1 Z S1400
5 L Z+250 R0 FMAX
6 L X+50 Y+50 R0 FMAX
7 CC
8 L Z-12,75 R0 F1000 M3
9 APPR CT X+18 Y+50 CCA180 R+2
RL F100
10 CP IPA+3240 IZ+13,5 DR+ F200
11 DEP CT CCA180 R+2 R0
12 L Z+250 R0 FMAX M2
13 END PGM HELIX MM
Wenn Sie mehr als 16 Gänge fertigen müssen:
...
8 L Z-12.75 R0 F1000
9 APPR CT X+18 Y+50 CCA180 R+2 RL F100
10 LBL 1
11 CP IPA+360 IZ+1,5 DR+ F200
12 CALL LBL 1 REP 24
13 DEP CT CCA180 R+2 R0
X
Y
50
50
CC
100
100
M64 x 1,5