6 sl -zyklen – HEIDENHAIN TNC 410 Benutzerhandbuch
Seite 182
169
HEIDENHAIN TNC 410
AUSRAEUMEN (Zyklus 6)
Zyklus-Ablauf
1 Die TNC positioniert das Werkzeug in der Bearbeitungsebene über
den ersten Einstichpunkt; dabei berücksichtigt die TNC das
Schlicht-Aufmaß
2 Mit dem Vorschub Tiefenzustellung fährt die TNC das Werkzeug auf
die erste Zustell-Tiefe
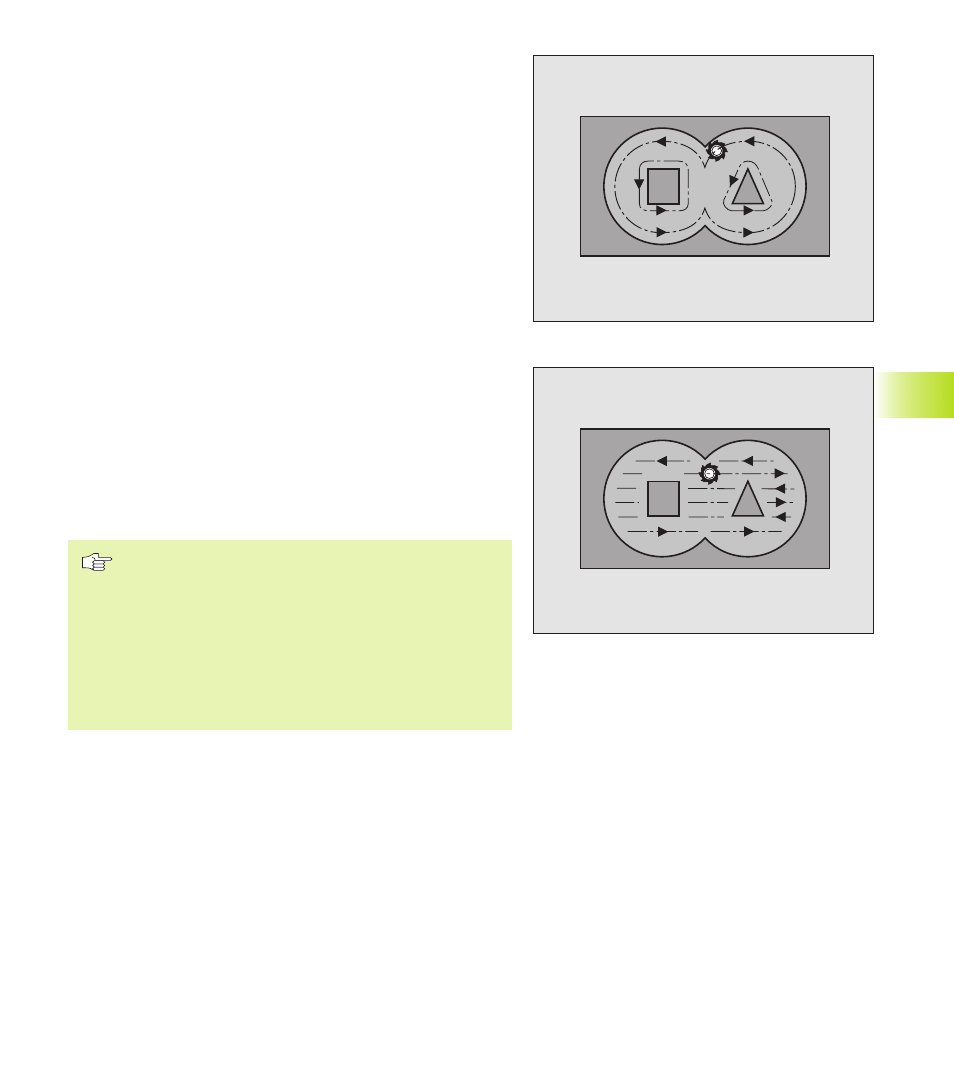
Kontur umfräsen (siehe Bild rechts oben):
1 Das Werkzeug umfräst mit dem eingegebenen Vorschub die erste
Teilkontur; Das Schlicht-Aufmaß wird in der Bearbeitungsebene
berücksichtigt
2 Weitere Zustellungen und weitere Teilkonturen umfräst die TNC auf
gleiche Weise
3 Die TNC fährt das Werkzeug in der Spindelachse auf den Sicher-
heits-Abstand und danach über den ersten Einstichpunkt in der
Bearbeitungsebene.
Tasche ausräumen (siehe Bild rechts Mitte):
1 In der ersten Zustell-Tiefe fräst das Werkzeug mit dem Fräsvor-
schub die Kontur achsparallel bzw. unter dem eingegebenen
Ausräum-Winkel
2 Dabei werden die Inselkonturen (hier: C/D) auf Sicherheits-Abstand
überfahren
3 Dieser Vorgang wiederholt sich, bis die eingegebene Frästiefe
erreicht ist
Beachten Sie vor dem Programmieren
Mit MP7420.0 und MP7420.1 legen fest, wie die TNC die
Kontur bearbeitet (siehe „15.1 Allgemeine Anwender-
Parameter“).
Positionier-Satz auf den Startpunkt in der Spindelachse
(Sicherheits-Abstand über Werkstück-Oberfläche) pro-
grammieren.
Ggf. Fräser mit einem über Mitte schneidenden Stirnzahn
verwenden (DIN 844), oder Vorbohren mit Zyklus 15.
8.6 SL
-Zyklen
A
B
C
D