HEIDENHAIN TNC 410 Benutzerhandbuch
Seite 156
143
HEIDENHAIN TNC 410
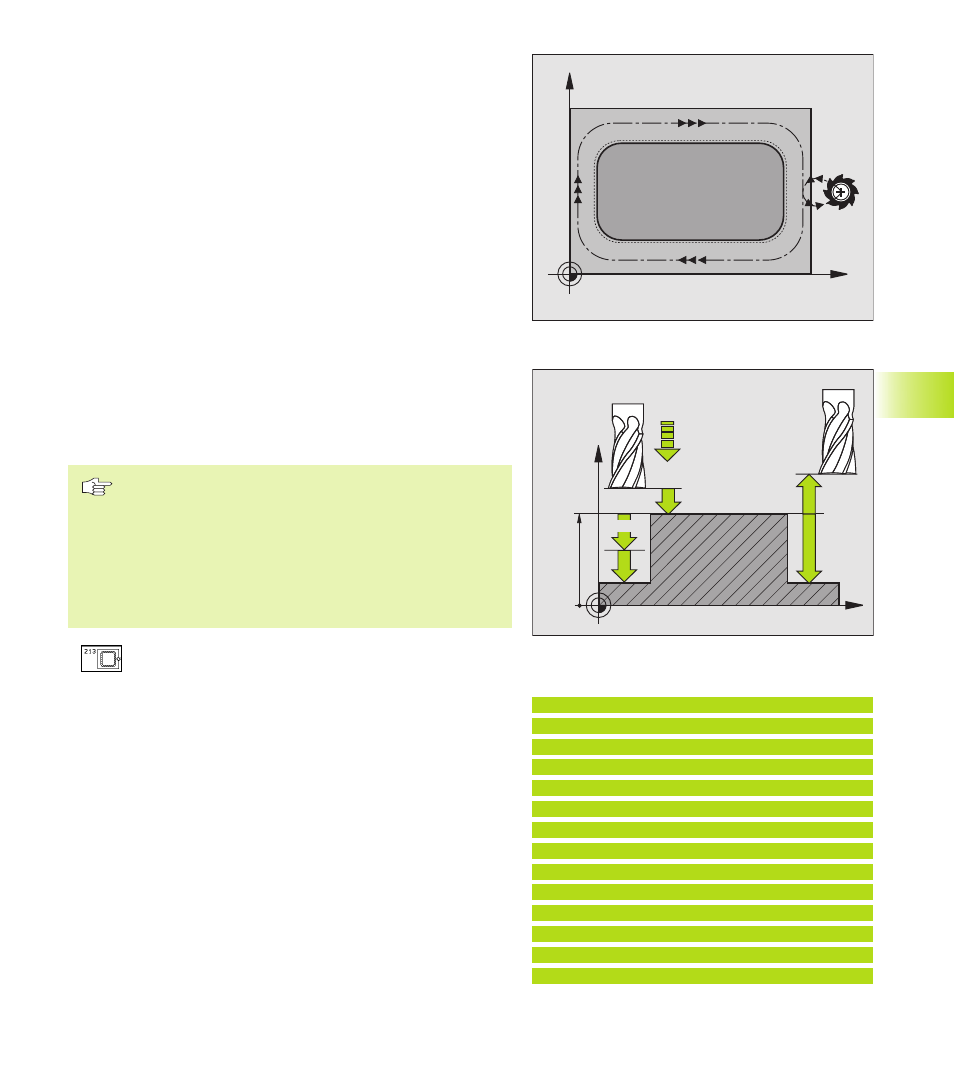
ZAPFEN SCHLICHTEN (Zyklus 213)
1 Die TNC fährt das Werkzeug in der Spindelachse auf den Sicher-
heits-Abstand, oder – falls eingegeben – auf den
2. Sicherheits-Abstand und anschließend in die Zapfenmitte
2 Von der Zapfenmitte aus fährt das Werkzeug in der Bearbeitungs-
ebene auf den Startpunkt der Bearbeitung. Der Startpunkt liegt
den ca. 3,5-fachen Werkzeug-Radius rechts vom Zapfen
3 Falls das Werkzeug auf dem 2. Sicherheits-Abstand steht, fährt die
TNC das Werkzeug im Eilgang FMAX auf den Sicherheits-Abstand
und von dort mit dem Vorschub Tiefenzustellung auf die erste
Zustell-Tiefe
4 Anschließend fährt das Werkzeug tangential an die Fertigteilkontur
und fräst im Gleichlauf einen Umlauf
5 Danach fährt das Werkzeug tangential von der Kontur weg zurück
zum Startpunkt in der Bearbeitungsebene
6 Dieser Vorgang (3 bis 5) wiederholt sich, bis die programmierte
Tiefe erreicht ist
7 Am Ende des Zyklus fährt die TNC das Werkzeug mit FMAX auf
den Sicherheits-Abstand oder – falls eingegeben – auf den 2.
Sicherheits-Abstand und anschließend in die Mitte des Zapfens
(Endposition = Startposition)
Beachten Sie vor dem Programmieren
Das Vorzeichen des Parameters Tiefe legt die Arbeits-
richtung fest.
Wenn Sie den Zapfen aus dem Vollen heraus umfräsen
wollen, dann verwenden Sie einen Fräser mit einem über
Mitte schneidenden Stirnzahn (DIN 844). Geben Sie dann
für den Vorschub Tiefenzustellung einen kleinen Wert
ein.
ú
Sicherheits-Abstand Q200 (inkremental): Abstand
zwischen Werkzeugspitze und Werkstück-Oberfläche
ú
Tiefe Q201 (inkremental): Abstand zwischen Werk-
stück-Oberfläche und Zapfengrund
ú
Vorschub Tiefenzustellung Q206: Verfahr-
geschwindigkeit des Werkzeugs beim Fahren auf Tiefe
in mm/min. Wenn Sie ins Material eintauchen, dann
kleinen Wert eingeben, wenn Sie im Freien eintauchen,
höheren Wert eingeben
ú
Zustell-Tiefe Q202 (inkremental): Maß, um welches das
Werkzeug jeweils zugestellt wird. Wert größer 0
eingeben
ú
Vorschub Fräsen Q207: Verfahrgeschwindigkeit des
Werkzeugs beim Fräsen in mm/min
X
Y
X
Z
Q200
Q201
Q206
Q203
Q204
Q202
8.4 Zyklen zum F
räsen v
on
Tasc
hen,
Zapf
en und Nut
en
NC-Beispielsätze:
35 CYCL DEF 213 ZAPFEN SCHLICHTEN
Q200=2
;SICHERHEITS-ABST.
Q201=-20
;TIEFE
Q206=150
;VORSCHUB TIEFENZ.
Q202=5
;ZUSTELL-TIEFE
Q207=500
;VORSCHUB FRAESEN
Q203=+0
;KOOR. OBERFLAECHE
Q204=50
;2. SICHERHEITS-ABST.
Q216=+50
;MITTE 1. ACHSE
Q217=+50
;MITTE 2. ACHSE
Q218=80
;1. SEITEN-LAENGE
Q219=60
;2. SEITEN-LAENGE
Q220=5
;ECKENRADIUS
Q221=0
;AUFMASS