HEIDENHAIN TNC 410 Benutzerhandbuch
Seite 269
12 3D-Tastsysteme
256
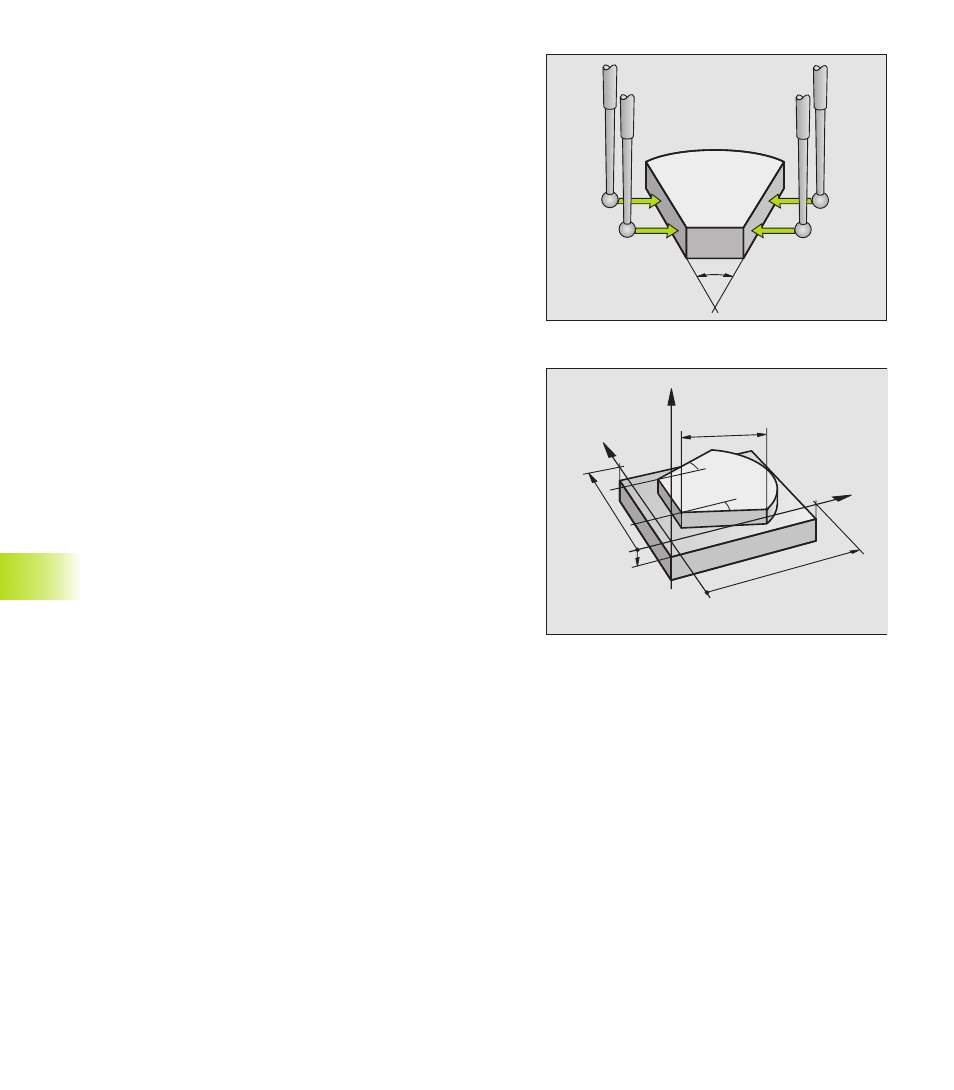
Winkel zwischen zwei Werkstück-Kanten bestimmen
ú
Antastfunktion wählen: Softkey ANTASTEN ROT drücken
ú
Drehwinkel: Angezeigten Drehwinkel notieren, falls Sie die zuvor
durchgeführte Grunddrehung wieder herstellen möchten
ú
Grunddrehung für die erste Seite durchführen (siehe „Werkstück-
Schieflage kompensieren“)
ú
Zweite Seite ebenfalls wie bei einer Grunddrehung antasten,
Drehwinkel hier nicht auf 0 setzen!
ú
Mit Softkey PROBING ROT Winkel PA zwischen den Werkstück-
Kanten als Drehwinkel anzeigen lassen
ú
Grunddrehung aufheben oder ursprüngliche Grunddrehung
wieder herstellen: Drehwinkel auf notierten Wert setzen
Messen mit dem 3D-Tastsystem
während des Programmlaufs
Mit dem 3D-Tastsystem lassen sich auch während eines Programm-
laufs Positionen am Werkstück erfassen – auch bei geschwenkter
Bearbeitungsebene. Anwendungen:
■
Höhenunterschiede bei Gußflächen ermitteln
■
Toleranzabfragen während der Bearbeitung
Den Tastsystem-Einsatz programmieren Sie in der Betriebsart
Programm-Einspeichern/Editieren mit der Taste TOUCH PROBE und
dem Softkey REF PLANE. Die TNC positioniert das Tastsystem vor
und tastet automatisch die vorgegebene Position an. Dabei fährt die
TNC das Tastsystem parallel zur Maschinen-Achse, die Sie im
Antast-Zyklus festgelegt haben. Eine aktive Grunddrehung oder
Rotation wird von der TNC nur für die Berechnung des
Antastpunktes berücksichtigt. Die Koordinate des Antastpunktes
legt die TNC in einem Q-Parameter ab. Die TNC bricht den Antastvor-
gang ab, wenn das Tastsystem innerhalb eines bestimmten Bereichs
(über MP 6130 wählbar) nicht ausgelenkt wird. Die Koordinaten der
Position, an der sich der Südpol der Tastkugel beim Antasten
befindet, sind nach dem Antastvorgang zusätzlich in den Parametern
Q115 bis Q118 gespeichert. Für die Werte in diesen Parametern
berücksichtigt die TNC Taststiftlänge und -radius nicht.
12.3
W
e
rkstüc
k
e
v
e
rmessen mit 3D-T
astsyst
emen
PA
–10
100
α
?
α
?
L?
X
Z
Y
100