HEIDENHAIN TNC 410 Benutzerhandbuch
Seite 35
22
3.1 Einf
ac
he P
ositioniersätz
e pr
ogr
ammier
en und abarbeit
en
3 Positionieren mit Handeingabe
3.1 Einfache Positioniersätze program-
mieren und abarbeiten
Für einfache Bearbeitungen oder zum Vorpositionieren des Werk-
zeugs eignet sich die Betriebsart Positionieren mit Handeingabe. Hier
können Sie ein kurzes Programm im HEIDENHAIN-Klartext-Format
oder nach DIN/ISO eingeben und direkt ausführen lassen. Auch die
Zyklen der TNC lassen sich aufrufen. Das Programm wird in der Datei
$MDI gespeichert. Beim Positionieren mit Handeingabe können Sie
die zusätzliche Status-Anzeige aktivieren.
Betriebsart Positionieren mit Handeingabe
wählen. Die Datei $MDI beliebig programmieren
Programmlauf starten: Externe START-Taste
Einschränkungen:
Folgende Funktionen stehen nicht zur Verfügung:
- Werkzeug-Radiuskorrektur
- die Freie Kontur-Programmierung FK
- die Programmier- und Programmlauf-Grafiken
- Programmierbare Antastfunktionen
- Unterprogramme, Programmteil-Wiederholungen
- Bahnfunktionen CT, CR, RND und CHF
- PGM CALL
Beispiel 1
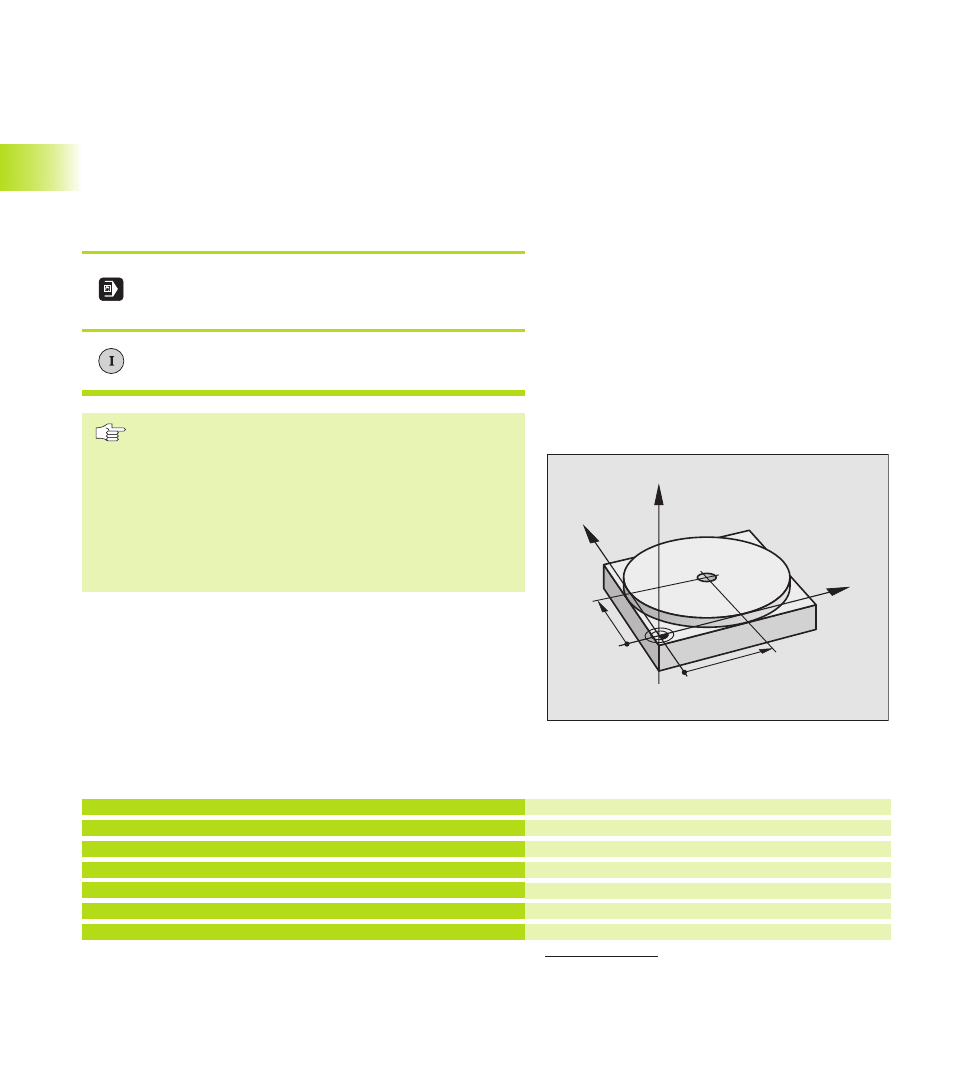
Ein einzelnes Werkstück soll mit einer 20 mm tiefen Bohrung
versehen werden. Nach dem Aufspannen des Werkstücks, dem
Ausrichten und Bezugspunkt-Setzen läßt sich die Bohrung mit
wenigen Programmzeilen programmieren und ausführen.
Zuerst wird das Werkzeug mit L-Sätzen (Geraden) über dem Werk-
stück vorpositioniert und auf einen Sicherheitsabstand von 5 mm
über dem Bohrloch positioniert. Danach wird die Bohrung mit dem
Zyklus 1 TIEFBOHREN ausgeführt.
0 BEGIN PGM $MDI MM
1 TOOL DEF 1 L+0 R+5
2 TOOL CALL 1 Z S2000
3 L Z+200 R0 FMAX
4 L X+50 Y+50 R0 FMAX M3
5 L Z+5 F2000
Y
X
Z
50
50
Wkz = Werkzeug
Wkz definieren: Nullwerkzeug, Radius 5
Wkz aufrufen: Werkzeugachse Z,
Spindeldrehzahl 2000 U/min
Wkz freifahren (FMAX = Eilgang)
Wkz mit FMAX über Bohrloch positionieren, Spindel ein
Wkz 5 mm über Bohrloch positionieren