10 .1 0 pr ogr ammier -beispiele – HEIDENHAIN TNC 410 Benutzerhandbuch
Seite 239
10 Programmieren: Q-Parameter
226
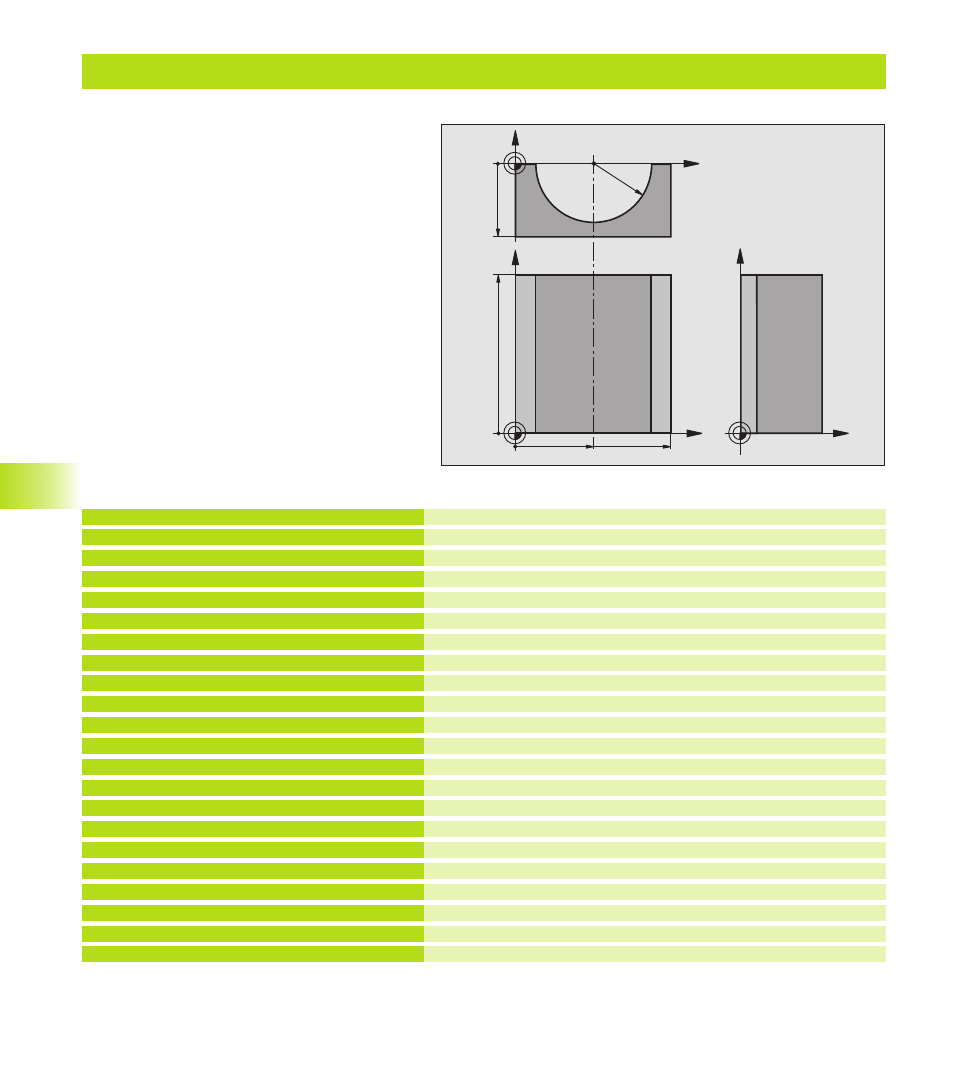
Beispiel: Zylinder konkav mit Radiusfräser
Mitte X-Achse
Mitte Y-Achse
Mitte Z-Achse
Startwinkel Raum (Ebene Z/X)
Endwinkel Raum (Ebene Z/X)
Zylinderradius
Länge des Zylinders
Drehlage in der Ebene X/Y
Aufmaß Zylinderradius
Vorschub Tiefenzustellung
Vorschub Fräsen
Anzahl Schnitte
Rohteil-Definition
Werkzeug-Definition
Werkzeug-Aufruf
Werkzeug freifahren
Bearbeitung aufrufen
Aufmaß rücksetzen
Bearbeitung aufrufen
Werkzeug freifahren, Programm-Ende
0 BEGIN PGM ZYLIN MM
1 FN 0: Q1 = +50
2 FN 0: Q2 = +0
3 FN 0: Q3 = +0
4 FN 0: Q4 = +90
5 FN 0: Q5 = +270
6 FN 0: Q6 = +40
7 FN 0: Q7 = +100
8 FN 0: Q8 = +0
9 FN 0: Q10 = +5
10 FN 0: Q11 = +250
11 FN 0: Q12 = +400
12 FN 0: Q13 = +90
13 BLK FORM 0.1 Z X+0 Y+0 Z-50
14 BLK FORM 0.2 X+100 Y+100 Z+0
15 TOOL DEF 1 L+0 R+3
16 TOOL CALL 1 Z S4000
17 L Z+250 R0 FMAX
18 CALL LBL 10
19 FN 0: Q10 = +0
20 CALL LBL 10
21 L Z+100 R0 FMAX M2
Programm-Ablauf
■
Programm funktioniert nur mit Radiusfräser, die
Werkzeuglänge bezieht sich auf das Kugelzentrum
■
Die Zylinder-Kontur wird durch viele kleine
Geradenstücke angenähert (über Q13 definierbar).
Je mehr Schnitte definiert sind, desto glatter wird
die Kontur
■
Der Zylinder wird in Längsschnitten (hier: Parallel
zur Y-Achse) gefräst
■
Die Fräsrichtung bestimmen Sie über den Start-
und Endwinkel im Raum:
Bearbeitungsrichtung im Uhrzeigersinn:
Startwinkel > Endwinkel
Bearbeitungsrichtung im Gegen-Uhrzeigersinn:
Startwinkel < Endwinkel
■
Werkzeug-Radius wird automatisch korrigiert
■
Werkzeug-Länge bezieht sich aufs Kugelzentrum
1
0
.1
0 Pr
ogr
ammier
-Beispiele
X
Y
50
100
100
Z
Y
X
Z
-50
R40