HEIDENHAIN TNC 410 Benutzerhandbuch
Seite 166
153
HEIDENHAIN TNC 410
8.4 Zyklen zum F
räsen v
on
Tasc
hen,
Zapf
en und Nut
en
X
Y
Q217
Q216
Q248
Q245
Q219
Q244
ú
Sicherheits-Abstand Q200 (inkremental): Abstand
zwischen Werkzeugspitze und Werkstück-Oberfläche
ú
Tiefe Q201 (inkremental): Abstand zwischen Werk-
stück-Oberfläche und Nutgrund
ú
Vorschub Fräsen Q207: Verfahrgeschwindigkeit des
Werkzeugs beim Fräsen in mm/min
ú
Zustell-Tiefe Q202 (inkremental): Maß, um welches
das Werkzeug bei einer Pendelbewegung in der
Spindelachse insgesamt zugestellt wird
ú
Bearbeitungs-Umfang (0/1/2) Q215: Bearbeitungs-
Umfang festlegen:
0: Schruppen und Schlichten
1: Nur Schruppen
2: Nur Schlichten
ú
Koord. Werkstück-Oberfläche Q203 (absolut): Koordina-
te der Werkstück-Oberfläche
ú
2. Sicherheits-Abstand Q204 (inkremental):
Z-Koordinate, in der keine Kollision zwischen Werkzeug
und Werkstück (Spannmittel) erfolgen kann
ú
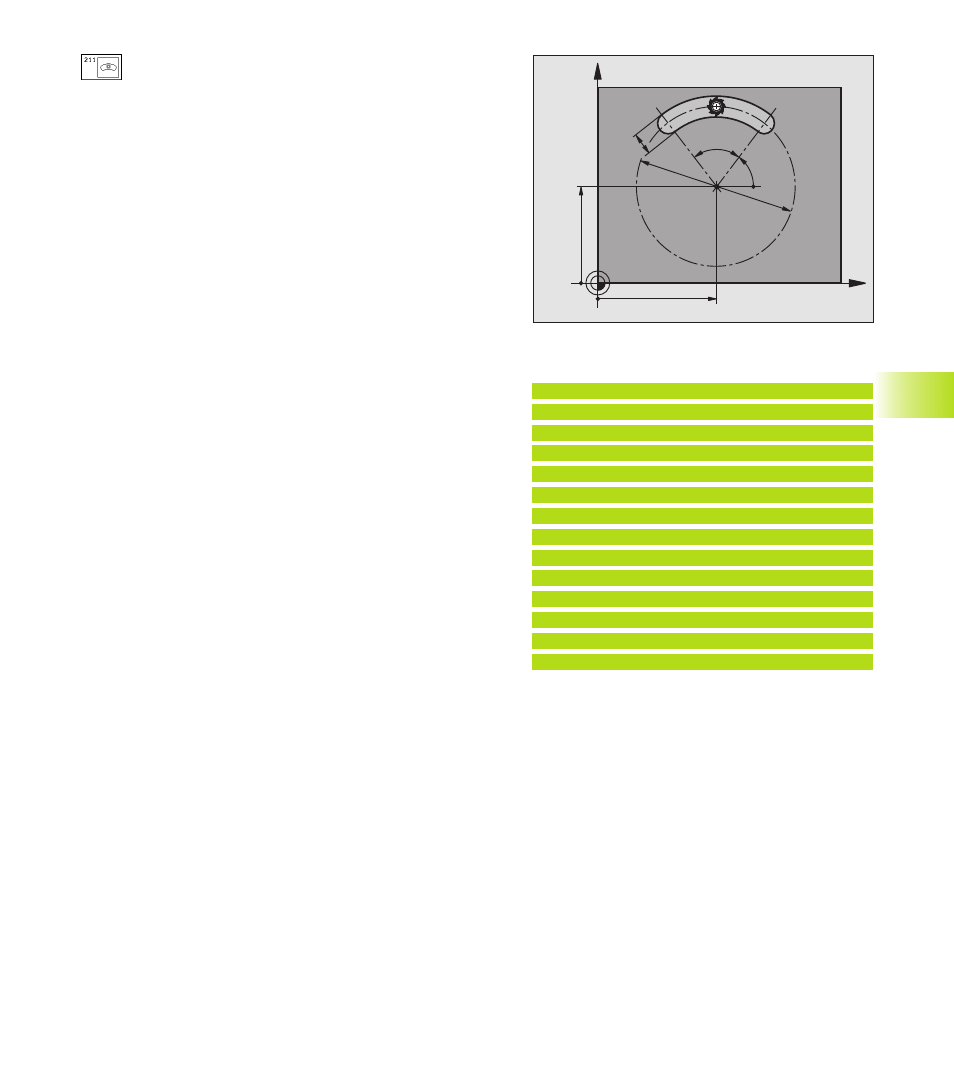
Mitte 1. Achse Q216 (absolut): Mitte der Nut in der
Hauptachse der Bearbeitungsebene
ú
Mitte 2. Achse Q217 (absolut): Mitte der Nut in der
Nebenachse der Bearbeitungsebene
ú
Teilkreis-Durchmesser Q244: Durchmesser des Teil-
kreises eingeben
ú
2. Seiten-Länge Q219: Breite der Nut eingeben; wenn
Nutbreite gleich Werkzeug-Durchmesser eingegeben,
dann schruppt die TNC nur (Langloch fräsen)
ú
Startwinkel Q245 (absolut): Polarwinkel des Start-
punkts eingeben
ú
Öffnungswinkel der Nut Q248 (inkremental): Öffnungs-
Winkel der Nut eingeben
NC-Beispielsätze:
52 CYCL DEF 211 RUNDE NUT
Q200=2
;SICHERHEITS-ABST.
Q201=-20
;TIEFE
Q207=500
;VORSCHUB FRAESEN
Q202=5
;ZUSTELL-TIEFE
Q215=0
;BEARBEITUNGS-UMFANG
Q203=+0
;KOOR. OBERFLAECHE
Q204=50
;2. SICHERHEITS-ABST.
Q216=+50
;MITTE 1. ACHSE
Q217=+50
;MITTE 2. ACHSE
Q244=80
;TEILKREIS-DURCHM.
Q219=12
;2. SEITEN-LAENGE
Q245=+45
;STARTWINKEL
Q248=90
;OEFFNUNGSWINKEL