3 bohrzyklen – HEIDENHAIN TNC 410 Benutzerhandbuch
Seite 149
8 Programmieren: Zyklen
136
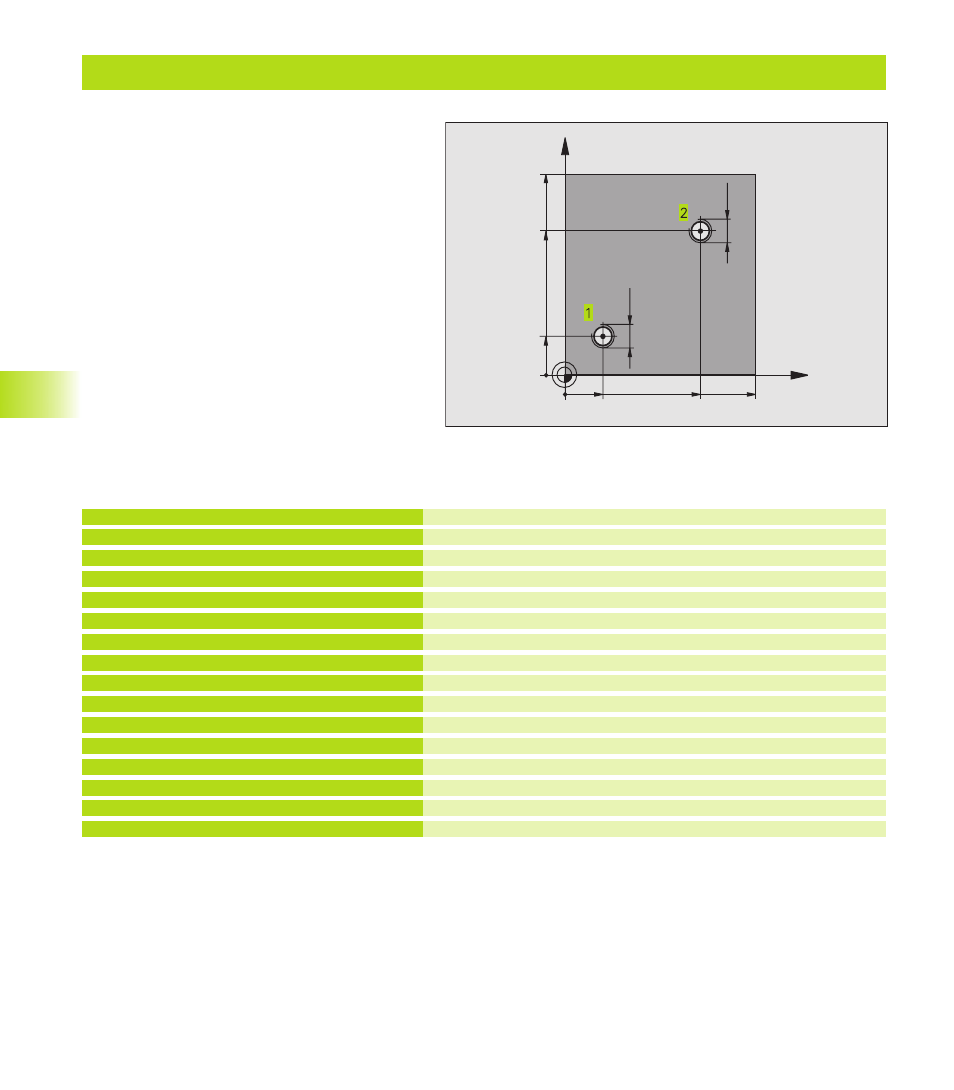
Beispiel: Bohrzyklen
Rohteil-Definition
Werkzeug-Definition
Werkzeug-Aufruf
Werkzeug freifahren
Zyklus-Definition Gewindebohren
Bohrung 1 anfahren in der Bearbeitungsebene
Vorpositionieren in der Spindelachse
Bohrung 2 anfahren in der Bearbeitungsebene
Werkzeug freifahren, Programm-Ende
0 BEGIN PGM C2 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+4.5
4 TOOL CALL 1 Z S100
5 L Z+250 R0 FMAX
6 CYCL DEF 2 .0 GEWINDEBOHREN
7 CYCL DEF 2 .1 ABST 2
8 CYCL DEF 2 .2 TIEFE -25
9 CYCL DEF 2 .3 V.ZEIT 0
10 CYCL DEF 2 .4 F175
11 L X+20 Y+20 R0 FMAX M3
12 L Z+2 R0 FMAX M99
13 L X+70 Y+70 R0 FMAX M99
14 L Z+250 R0 FMAX M2
15 END PGM C2 MM
Programm-Ablauf
■
Platte ist bereits vorgebohrt für M12,
Tiefe der Platte: 20 mm
■
Gewindebohr-Zyklus programmieren
■
Aus Sicherheitsgründen zuerst vorpositionieren in
der Ebene und anschließend in der Spindelachse
8.3 Bohrzyklen
X
Y
20
20
100
100
70
70
M12
M12