4 bezugspunkt-setzen, 4 bezugspunkt-setzen (ohne 3d-tastsystem) – HEIDENHAIN TNC 410 Benutzerhandbuch
Seite 32
19
HEIDENHAIN TNC 410
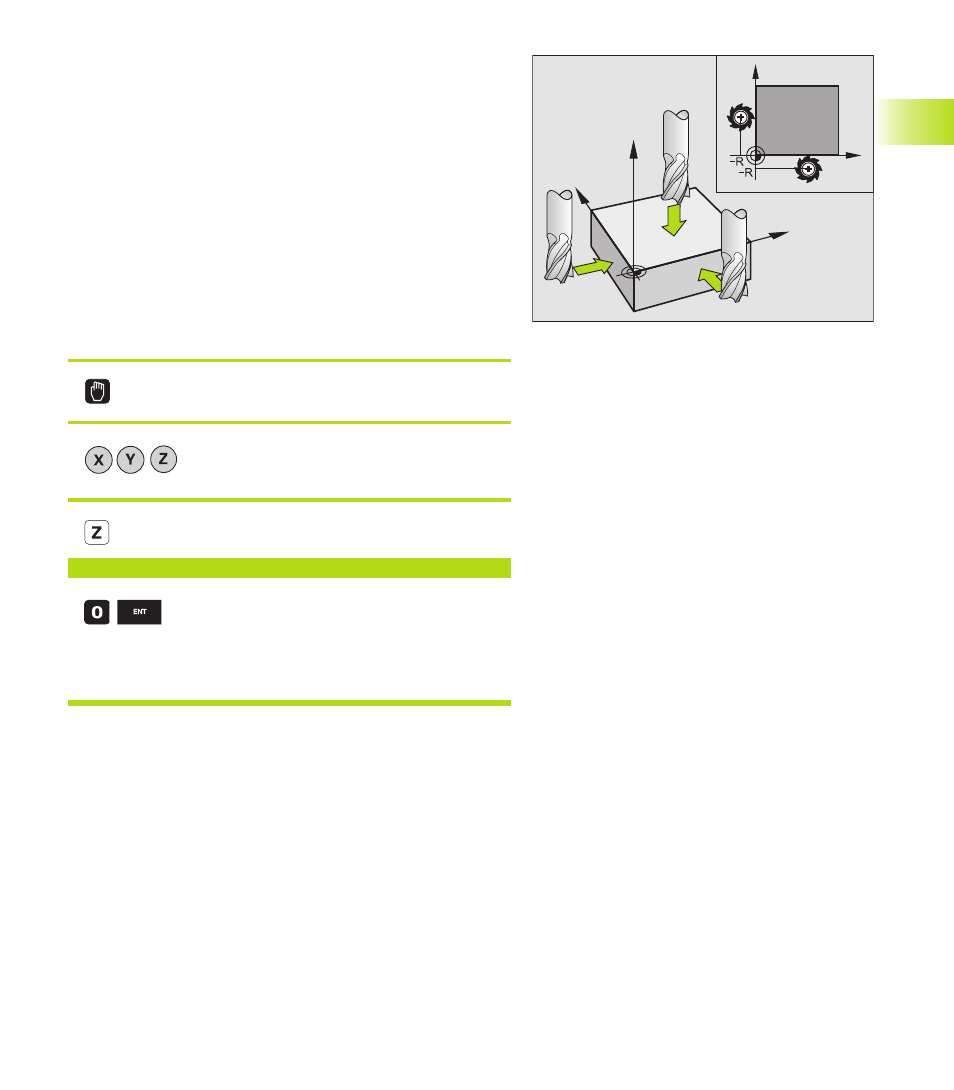
Y
X
Z
X
Y
2.4 Bezugspunkt-Setzen
2.4 Bezugspunkt-Setzen
(ohne 3D-Tastsystem)
Beim Bezugspunkt-Setzen wird die Anzeige der TNC auf die Koordina-
ten einer bekannten Werkstück-Position gesetzt.
Vorbereitung
ú
Werkstück aufspannen und ausrichten
ú
Nullwerkzeug mit bekanntem Radius einwechseln
ú
Sicherstellen, daß die TNC Ist-Positionen anzeigt
Bezugspunkt setzen
Schutzmaßnahme: Falls die Werkstück-Oberfläche nicht angekratzt
werden darf, wird auf das Werkstück ein Blech bekannter Dicke d
gelegt. Für den Bezugspunkt geben Sie dann einen um d größeren
Wert ein.
Betriebsart Manueller Betrieb wählen
<
Werkzeug vorsichtig verfahren, bis es das
Werkstück berührt (ankratzt)
<
Achse wählen
Bezugspunkt-Setzen Z=
<
Nullwerkzeug, Spindelachse: Anzeige auf
bekannte Werkstück-Position (z.B. 0) setzen oder
Dicke d des Blechs eingeben. In der
Bearbeitungsebene: Werkzeug-Radius berück-
sichtigen
Die Bezugspunkte für die verbleibenden Achsen setzen Sie auf die
gleiche Weise.
Wenn Sie in der Zustellachse ein voreingestelltes Werkzeug verwen-
den, dann setzen Sie die Anzeige der Zustellachse auf die Länge L des
Werkzeugs bzw. auf die Summe Z=L+d.