7 zyklen zum abz eilen – HEIDENHAIN TNC 410 Benutzerhandbuch
Seite 192
179
HEIDENHAIN TNC 410
Beachten Sie vor dem Programmieren
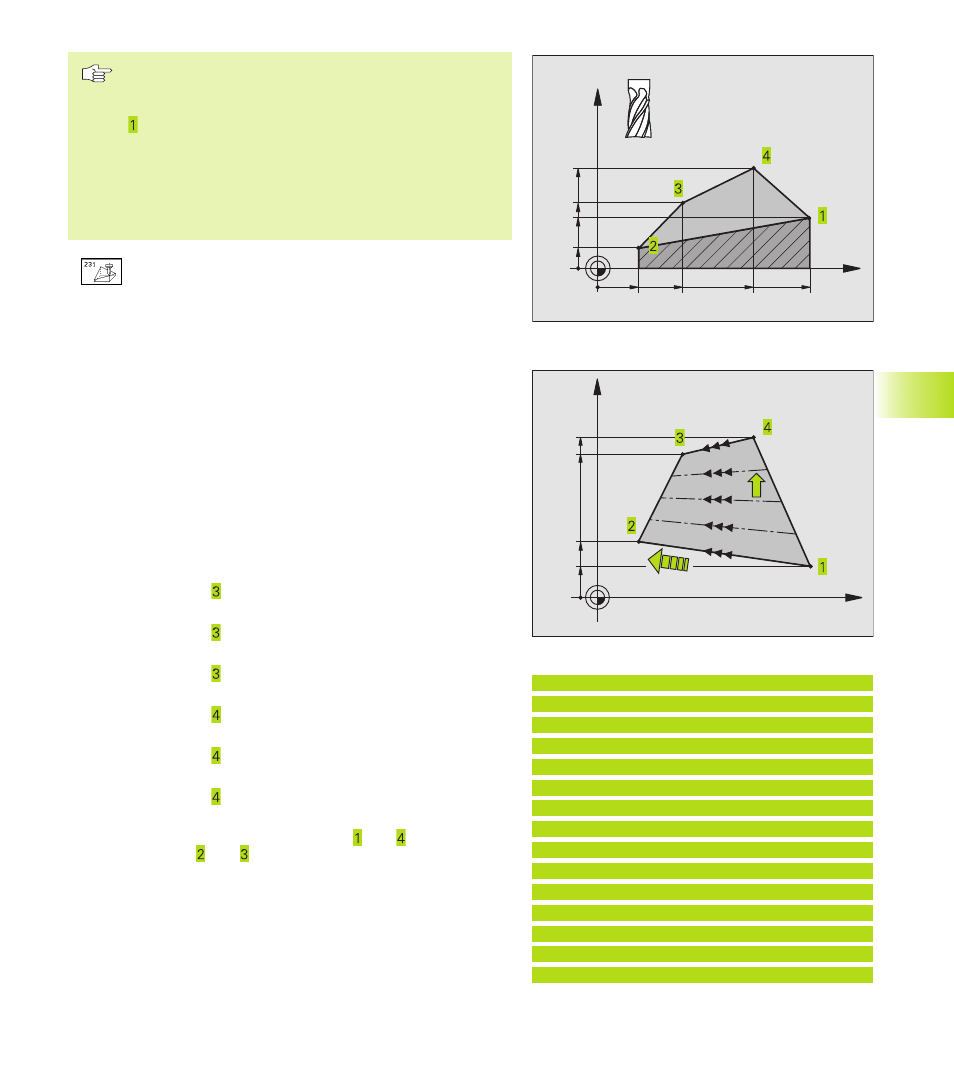
Die TNC positioniert das Werkzeug von der aktuellen Po-
sition mit einer 3D-Geradenbewegung auf den Startpunkt
. Werkzeug so vorpositionieren, daß keine Kollision mit
dem Werkstück oder Spannmitteln erfolgen kann.
Die TNC fährt das Werkzeug mit Radiuskorrektur R0
zwischen den eingegebenen Positionen
Ggf. Fräser mit einem über Mitte schneidenden Stirnzahn
verwenden (DIN 844).
ú
Startpunkt 1. Achse Q225 (absolut): Startpunkt-Koordi-
nate der abzuzeilenden Fläche in der Hauptachse der
Bearbeitungsebene
ú
Startpunkt 2. Achse Q226 (absolut): Startpunkt-
Koordinate der abzuzeilenden Fläche in der Nebenachse
der Bearbeitungsebene
ú
Startpunkt 3. Achse Q227 (absolut): Startpunkt-Ko-
ordinate der abzuzeilenden Fläche in der Spindelachse
ú
2. Punkt 1. Achse Q228 (absolut): Endpunkt-Koordinate
der abzuzeilenden Fläche in der Hauptachse der
Bearbeitungsebene
ú
2. Punkt 2. Achse Q229 (absolut): Endpunkt-Koordinate
der abzuzeilenden Fläche in der Nebenachse der
Bearbeitungsebene
ú
2. Punkt 3. Achse Q230 (absolut): Endpunkt-Koordinate
der abzuzeilenden Fläche in der Spindelachse
ú
3. Punkt 1. Achse Q231 (absolut): Koordinate des
Punktes in der Hauptachse der Bearbeitungsebene
ú
3. Punkt 2. Achse Q232 (absolut): Koordinate des
Punktes in der Nebenachse der Bearbeitungsebene
ú
3. Punkt 3. Achse Q233 (absolut): Koordinate des
Punktes in der Spindelachse
ú
4. Punkt 1. Achse Q234 (absolut): Koordinate des
Punktes in der Hauptachse der Bearbeitungsebene
ú
4. Punkt 2. Achse Q235 (absolut): Koordinate des
Punktes in der Nebenachse der Bearbeitungsebene
ú
4. Punkt 3. Achse Q236 (absolut): Koordinate des
Punktes in der Spindelachse
ú
Anzahl Schnitte Q240: Anzahl der Zeilen, die die TNC
das Werkzeug zwischen Punkt und , bzw. zwischen
Punkt und verfahren soll
ú
Vorschub Fräsen Q207: Verfahrgeschwindigkeit des
Werkzeugs beim Fräsen in mm/ min. Die TNC führt den
ersten Schnitt mit dem halben programmierten Wert
aus.
8.7 Zyklen zum
Abz
eilen
X
Y
Q229
Q207
N = Q240
Q226
Q232
Q235
X
Z
Q236
Q233
Q227
Q230
Q228
Q225
Q234
Q231
NC-Beispielsätze:
72 CYCL DEF 231 REGELFLAECHE
Q225=+0
;STARTPUNKT 1. ACHSE
Q226=+5
;STARTPUNKT 2. ACHSE
Q227=-2
;STARTPUNKT 3. ACHSE
Q228=+100
;2. PUNKT 1. ACHSE
Q229=+15
;2. PUNKT 2. ACHSE
Q230=+5
;2. PUNKT 3. ACHSE
Q231=+15
;3. PUNKT 1. ACHSE
Q232=+125
;3. PUNKT 2.ACHSE
Q233=+25
;3. PUNKT 3. ACHSE
Q234=+85
;4. PUNKT 1. ACHSE
Q235=+95
;4. PUNKT 2. ACHSE
Q236=+35
;4. PUNKT 3. ACHSE
Q240=40
;ANZAHL SCHNITTE
Q207=500
;VORSCHUB FRAESEN