3 zusatz-funktionen für koordinaten- angaben – HEIDENHAIN TNC 410 Benutzerhandbuch
Seite 118
105
HEIDENHAIN TNC 410
7.2
Zusatz-Funktionen für Programm-
lauf-Kontrolle, Spindel und Kühl-
mittel
M
Wirkung
Wirkung am
M00
Programmlauf HALT
Satz-Ende
Spindel HALT
Kühlmittel AUS
M01
Programmlauf HALT
Satz-Ende
M02
Programmlauf HALT
Satz-Ende
Spindel HALT
Kühlmittel aus
Rücksprung zu Satz 1
Löschen der Status-Anzeige (abhängig von
Maschinen-Parameter 7300)
M03
Spindel EIN im Uhrzeigersinn
Satz-Anfang
M04
Spindel EIN gegen den Uhrzeigersinn
Satz-Anfang
M05
Spindel HALT
Satz-Ende
M06
Werkzeugwechsel
Satz-Ende
Spindel HALT
Programmlauf HALT (abhängig von
Maschinen-Parameter 7440)
M08
Kühlmittel EIN
Satz-Anfang
M09
Kühlmittel AUS
Satz-Ende
M13
Spindel EIN im Uhrzeigersinn
Satz-Anfang
Kühlmittel EIN
M14
Spindel EIN gegen den Uhrzeigersinn
Satz-Anfang
Kühlmittel ein
M30
wie M02
Satz-Ende
7.3
Zusatz-Funktionen für Koordinaten-
angaben
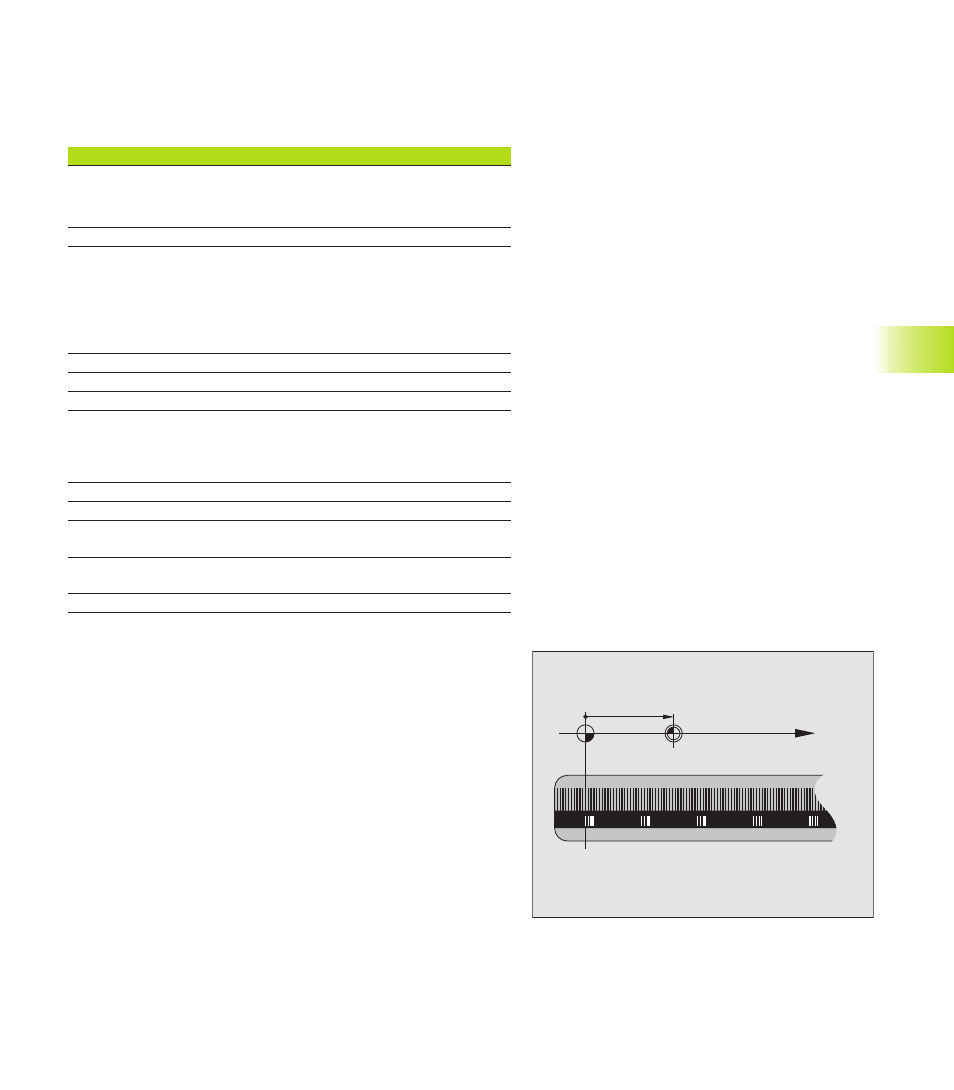
Maschinenbezogene Koordinaten programmieren
M91/M92
Maßstab-Nullpunkt
Auf dem Maßstab legt eine Referenzmarke die Position des Maßstab-
Nullpunkts fest.
Maschinen-Nullpunkt
Den Maschinen-Nullpunkt benötigen Sie, um
■
Verfahrbereichs-Begrenzungen (Software-Endschalter) zu setzen
■
maschinenfeste Positionen (z.B. Werkzeugwechsel-Position)
anzufahren
■
einen Werkstück-Bezugspunkt zu setzen
X (Z,Y)
X
MP
7.2 Zusatz-F
unktionen für Pr
ogr
ammlauf-K
ontr
olle,
Spindel und Kühlmit
te
l;
7.3 Zusatz-F
unktionen für K
oor
dinat
enang
aben