HEIDENHAIN TNC 410 Benutzerhandbuch
Seite 113
100
6 Programmieren: Konturen programmieren
6.6 Bahnbew
egung
en – F
reie K
ont
ur
-Pr
ogr
ammier
ung FK
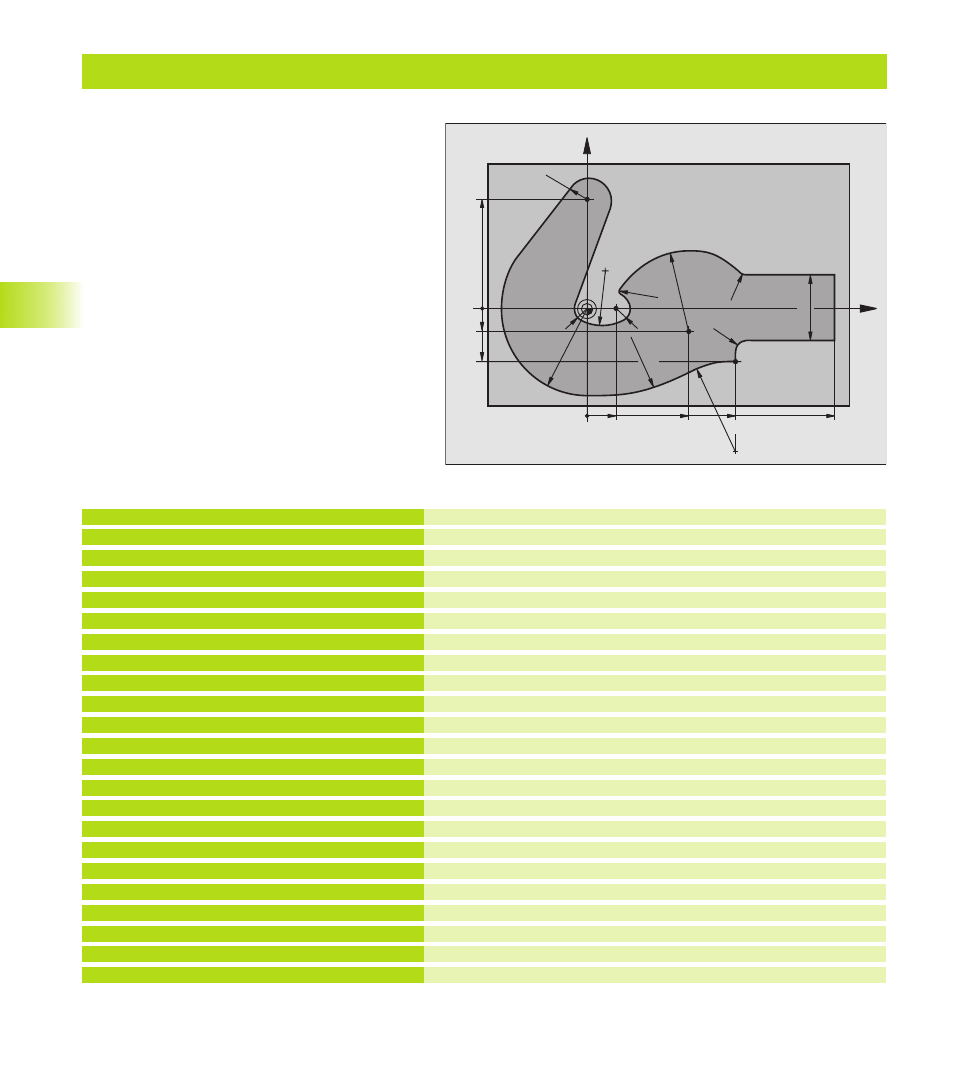
Beispiel: FK-Programmierung 3
Rohteil-Definition
Werkzeug-Definition
Werkzeug-Aufruf
Werkzeug freifahren
Werkzeug vorpositionieren
Auf Bearbeitungstiefe fahren
Kontur anfahren auf einem Kreis mit tangentialem Anschluß
FK- Abschnitt:
Zu jedem Konturelement bekannte Angaben programmieren
0 BEGIN PGM FK3 MM
1 BLK FORM 0.1 Z X-45 Y-45 Z-20
2 BLK FORM 0.2 X+120 Y+70 Z+0
3 TOOL DEF 1 L+0 R+3
4 TOOL CALL 1 Z S4500
5 L Z+250 R0 FMAX
6 L X-70 Y+0 R0 FMAX
7 L Z-5 R0 F1000 M3
8 APPR CT X-40 Y+0 CCA90 R+5 RL F250
9 FC DR- R40 CCX+0 CCY+0
10 FLT
11 FCT DR- R10 CCX+0 CCY+50
12 FLT
13 FCT DR+ R6 CCX+0 CCY+0
14 FCT DR+ R24
15 FCT DR+ R6 CCX+12 CCY+0
16 FSELECT 2
17 FCT DR- R1,5
18 FCT DR- R36 CCX+44 CCY-10
19 FSELECT 2
20 FCT DR+ R5
21 FLT X+110 Y+15 AN+0
22 FL AN-90
X
Y
110
12
50
-10
44
65
R10
-25
30
R40
R6
R6
R24
R1,5
R36
R5
R5
R65
R50