3 bohrzyklen – HEIDENHAIN TNC 410 Benutzerhandbuch
Seite 147
8 Programmieren: Zyklen
134
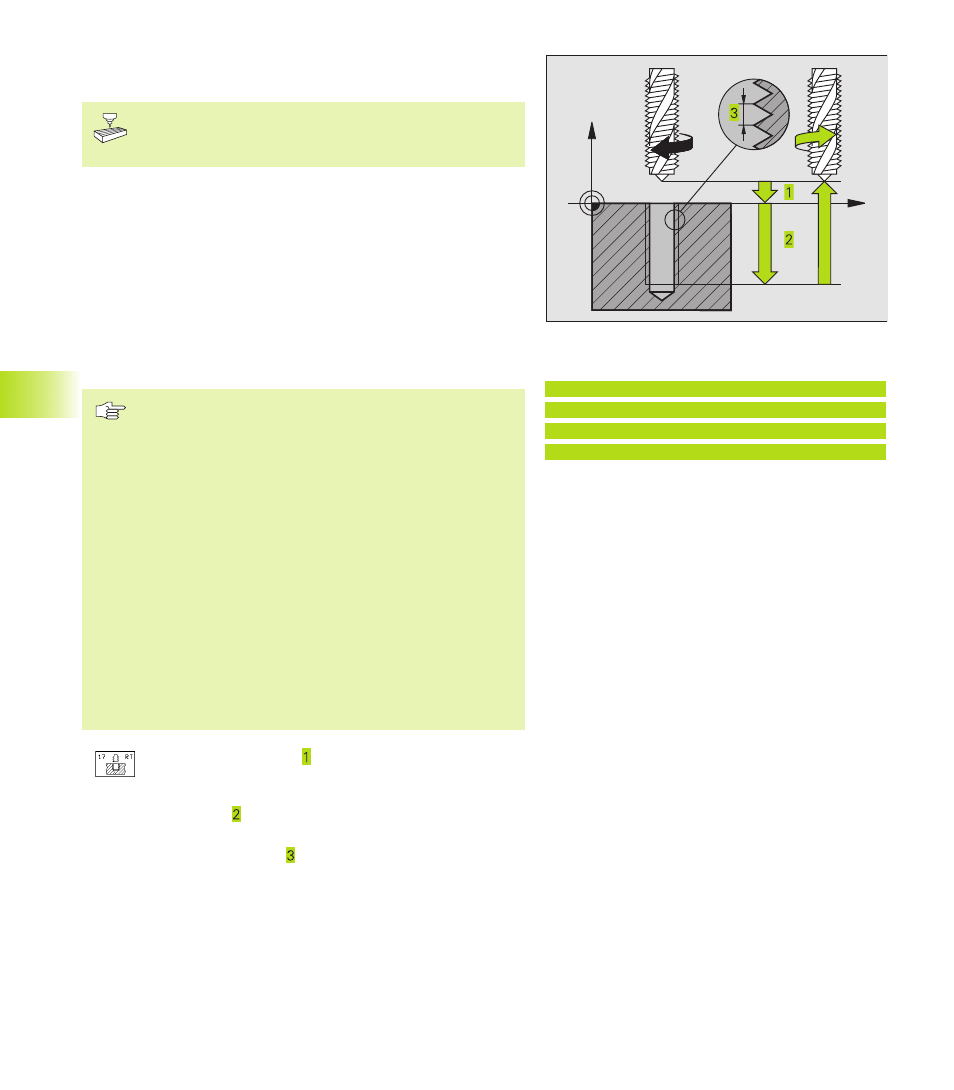
GEWINDEBOHREN ohne Ausgleichsfutter GS
(Zyklus 17)
Maschine und TNC müssen vom Maschinenhersteller für
das Gewindebohren ohne Ausgleichsfutter vorbereitet
sein.
Die TNC schneidet das Gewinde entweder in einem oder in
mehreren Arbeitsgängen ohne Längenausgleichsfutter.
Vorteile gegenüber dem Zyklus Gewindebohren mit Ausgleichs-
futter:
■
Höhere Bearbeitungsgeschwindigkeit
■
Gleiches Gewinde wiederholbar, da sich die Spindel beim Zyklus-
Aufruf auf die 0°-Position ausrichtet (abhängig von Maschinen-
Parameter 7160)
■
Größerer Verfahrbereich der Spindelachse, da das Ausgleichsfutter
entfällt
Beachten Sie vor dem Programmieren
Positionier-Satz auf den Startpunkt (Bohrungsmitte) in der
Bearbeitungsebene mit Radiuskorrektur R0 programmie-
ren.
Positionier-Satz auf den Startpunkt in der Spindelachse
(Sicherheits-Abstand über Werkstück-Oberfläche) pro-
grammieren.
Das Vorzeichen des Parameters Bohrtiefe legt die Arbeits-
richtung fest.
Die TNC berechnet den Vorschub in Abhängigkeit von der
Drehzahl. Wenn Sie während des Gewindebohrens den
Drehknopf für den Drehzahl-Override betätigen, paßt die
TNC den Vorschub automatisch an.
Der Drehknopf für den Vorschub-Override ist nicht aktiv.
Am Zyklusende steht die Spindel. Vor der nächsten
Bearbeitung Spindel mit M3 (bzw. M4) wieder einschal-
ten.
ú
Sicherheits-Abstand (inkremental): Abstand zwi-
schen Werkzeugspitze (Startposition) und Werkstück-
Oberfläche
ú
Bohrtiefe (inkremental): Abstand zwischen Werk-
stück-Oberfläche (Gewindebeginn) und Gewindeende
ú
Gewindesteigung :
Steigung des Gewindes. Das Vorzeichen legt Rechts-
und Linksgewinde fest:
+ = Rechtsgewinde
– = Linksgewinde
8.3 Bohrzyklen
X
Z
NC-Beispielsätze:
18 CYCL DEF 17.0 GEW.-BOHREN GS
19 CYCL DEF 17.1 ABST 2
20 CYCL DEF 17.2 TIEFE -20
21 CYCL DEF 17.3 STEIG +1