HEIDENHAIN TNC 410 Benutzerhandbuch
Seite 162
149
HEIDENHAIN TNC 410
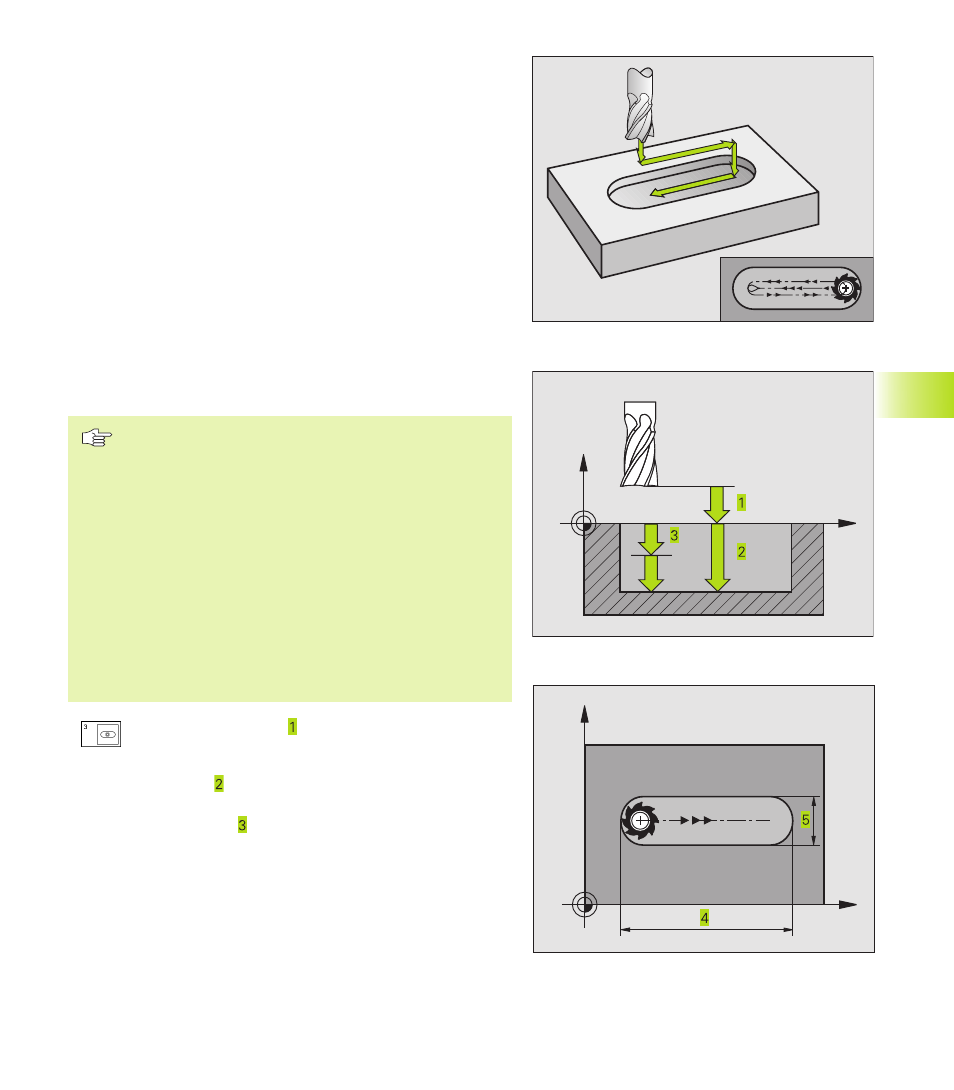
NUTENFRAESEN (Zyklus 3)
Schruppen
1 Die TNC versetzt das Werkzeug um das Schlicht-Aufmaß (halbe
Differenz zwischen Nutbreite und Werkzeug-Durchmesser) nach
innen. Von dort aus sticht das Werkzeug in das Werkstück ein und
fräst in Längsrichtung der Nut
2 Am Ende der Nut erfolgt eine Tiefenzustellung und das Werkzeug
fräst in Gegenrichtung.
Dieser Vorgang wiederholt sich, bis die programmierte Frästiefe
erreicht ist
Schlichten
3 Am Fräsgrund fährt die TNC das Werkzeug auf einer Kreisbahn
tangential an die Außenkontur; danach wird die Kontur im Gleichlauf
(bei M3) geschlichtet
4 Abschließend fährt das Werkzeug im Eilgang FMAX auf den
Sicherheits-Abstand zurück
Bei einer ungeraden Anzahl von Zustellungen fährt das Werkzeug
im Sicherheits-Abstand zur Startposition
Beachten Sie vor dem Programmieren
Positionier-Satz auf den Startpunkt in der Bearbeitungs-
ebene – Mitte der Nut (2. Seitenlänge) und um den
Werkzeug-Radius versetzt in der Nut – mit Radius-
korrektur R0 programmieren.
Positionier-Satz auf den Startpunkt in der Spindelachse
(Sicherheits-Abstand über Werkstück-Oberfläche) pro-
grammieren.
Das Vorzeichen des Parameters Tiefe legt die Arbeits-
richtung fest.
Fräser mit einem über Mitte schneidenden Stirnzahn
verwenden (DIN 844), oder Vorbohren am Startpunkt.
Fräserdurchmesser nicht größer als die Nutbreite und
nicht kleiner als die halbe Nutbreite wählen.
ú
Sicherheits-Abstand (inkremental): Abstand zwi-
schen Werkzeugspitze (Startposition) und Werkstück-
Oberfläche
ú
Frästiefe (inkremental): Abstand zwischen Werkstück-
Oberfläche und Taschengrund
ú
Zustell-Tiefe (inkremental): Maß, um welches das
Werkzeug jeweils zugestellt wird; die TNC fährt in
einem Arbeitsgang auf die Tiefe wenn:
■
Zustell-Tiefe und Tiefe gleich sind
■
die Zustell-Tiefe größer als die Tiefe ist
8.4 Zyklen zum F
räsen v
on
Tasc
hen,
Zapf
en und Nut
en
X
Y
X
Z