7 zyklen zum abz eilen – HEIDENHAIN TNC 410 Benutzerhandbuch
Seite 191
8 Programmieren: Zyklen
178
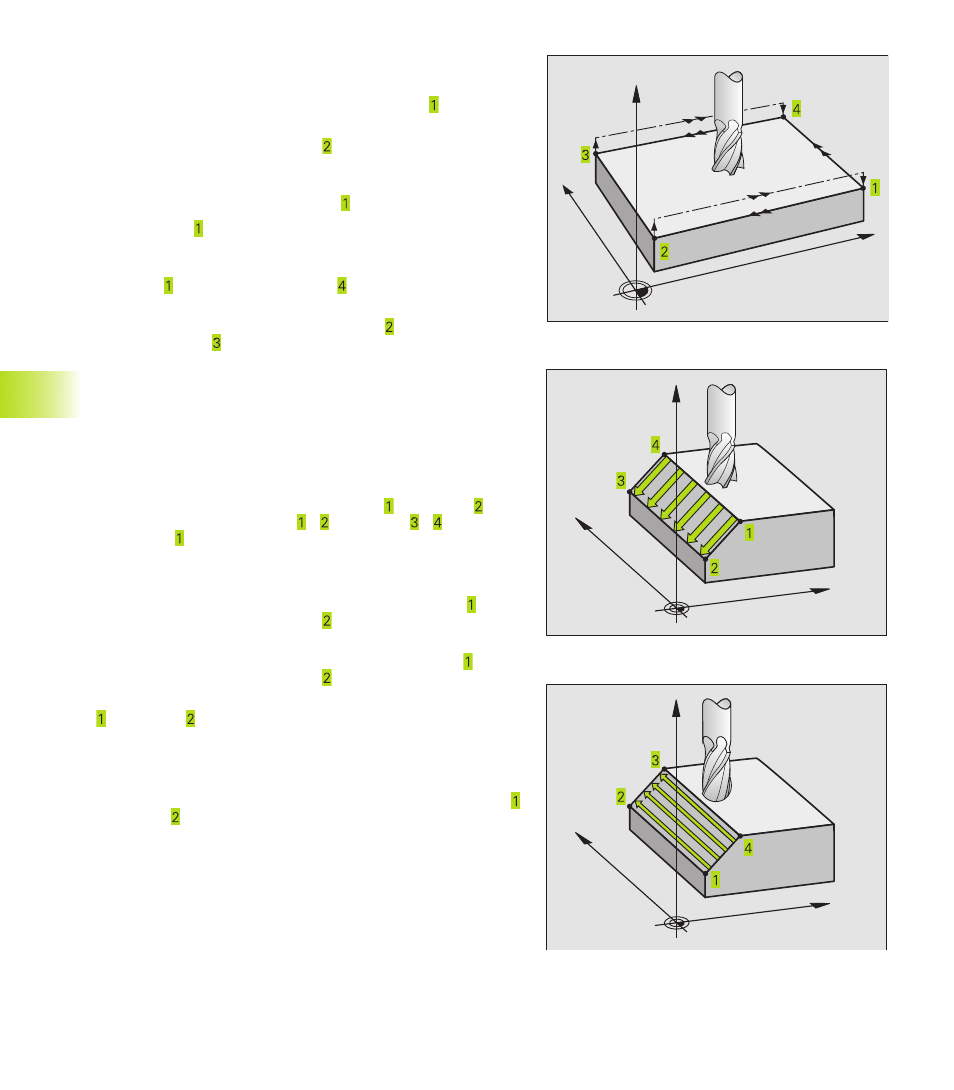
REGELFLAECHE (Zyklus 231)
1 Die TNC positioniert das Werkzeug von der aktuellen Position aus
mit einer 3D-Geradenbewegung auf den Startpunkt
2 Anschließend fährt das Werkzeug mit dem programmierten
Vorschub Fräsen auf den Endpunkt
3 Dort fährt die TNC das Werkzeug im Eilgang FMAX um den
Werkzeug-Durchmesser in positive Spindelachsenrichtung und
danach wieder zurück zum Startpunkt
4 Am Startpunkt fährt die TNC das Werkzeug wieder auf den
zuletzt gefahrenen Z-Wert
5 Anschließend versetzt die TNC das Werkzeug in allen drei Achsen
von Punkt in Richtung des Punktes auf die nächste Zeile
6 Danach fährt die TNC das Werkzeug auf den Endpunkt dieser Zeile.
Den Endpunkt berechnet die TNC aus Punkt und einem Versatz
in Richtung Punkt
7 Das Abzeilen wiederholt sich, bis die eingegebene Fläche vollstän-
dig bearbeitet ist
8 Am Ende positioniert die TNC das Werkzeug um den Werkzeug-
Durchmesser über den höchsten eingegebenen Punkt in der
Spindelachse
Schnittführung
Der Startpunkt und damit die Fräsrichtung ist frei wählbar, weil die
TNC die Einzelschnitte grundsätzlich von Punkt nach Punkt fährt
und der Gesamtablauf von Punkt / nach Punkt / verläuft. Sie
können Punkt an jede Ecke der zu bearbeitenden Fläche legen.
Die Oberflächengüte beim Einsatz von Schaftfräsern können Sie
optimieren:
■
Durch stoßenden Schnitt (Spindelachsenkoordinate Punkt größer
als Spindelachsenkoordinate Punkt ) bei wenig geneigten
Flächen.
■
Durch ziehenden Schnitt (Spindelachsenkoordinate Punkt kleiner
als Spindelachsenkoordinate Punkt ) bei stark geneigten Flächen
■
Bei windschiefen Flächen, Hauptbewegungs-Richtung (von Punkt
nach Punkt ) in die Richtung der stärkeren Neigung legen.
Siehe Bild rechts Mitte.
Die Oberflächengüte beim Einsatz von Radiusfräsern können Sie
optimieren:
■
Bei windschiefen Flächen Hauptbewegungs-Richtung (von Punkt
nach Punkt ) senkrecht zur Richtung der stärksten Neigung legen.
Siehe Bild rechts unten.
8.7 Zyklen zum
Abz
eilen
X
Y
Z
X
Y
Z
X
Y
Z