6 gewindefraesen (zyklus 262, din/iso: g262), Zyklusablauf, Gewindefraesen (zyklus 262, din/iso: g262) – HEIDENHAIN TNC 320 (34055x-06) Cycle programming Benutzerhandbuch
Seite 101
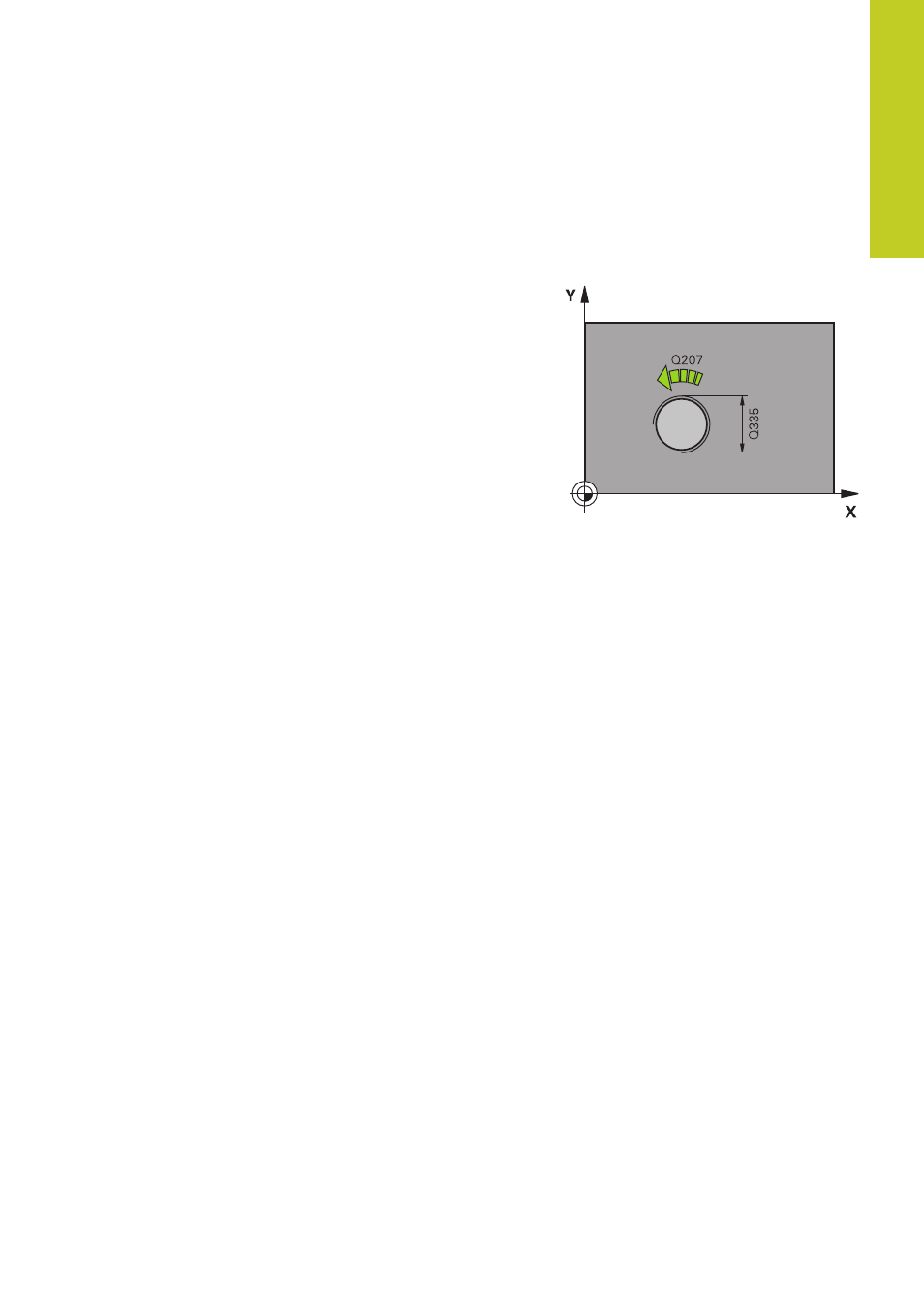
GEWINDEFRAESEN (Zyklus 262, DIN/ISO: G262)
4.6
4
TNC 320 | Benutzer-Handbuch Zyklenprogrammierung | 3/2013
101
4.6
GEWINDEFRAESEN (Zyklus 262, DIN/
ISO: G262)
Zyklusablauf
1 Die TNC positioniert das Werkzeug in der Spindelachse im
Eilgang
FMAX auf den eingegebenen Sicherheits-Abstand über
der Werkstück-Oberfläche
2 Das Werkzeug fährt mit dem programmierten Vorschub
Vorpositionieren auf die Startebene, die sich aus dem
Vorzeichen der Gewindesteigung, der Fräsart und der Anzahl der
Gänge zum Nachsetzen ergibt
3 Anschließend fährt das Werkzeug tangential in einer Helix-
Bewegung an den Gewindenenndurchmesser. Dabei wird vor
der Helix-Anfahrbewegung noch eine Ausgleichsbewegung in
der Werkzeugachse durchgeführt, um mit der Gewindebahn auf
der programmierten Startebene zu beginnen
4 Abhängig vom Parameter Nachsetzen fräst das Werkzeug
das Gewinde in einer, in mehreren versetzten oder in einer
kontinuierlichen Schraubenlinienbewegung
5 Danach fährt das Werkzeug tangential von der Kontur zurück
zum Startpunkt in der Bearbeitungsebene
6 Am Ende des Zyklus fährt die TNC das Werkzeug im Eilgang
auf den Sicherheits-Abstand oder – falls eingegeben – auf den
2. Sicherheits-Abstand