6 ts länge kalibrieren (zyklus 461, din/iso: g461), Ts länge kalibrieren (zyklus 461, din/iso: g461) – HEIDENHAIN TNC 320 (34055x-06) Cycle programming Benutzerhandbuch
Seite 389
TS LÄNGE KALIBRIEREN (Zyklus 461, DIN/ISO: G461)
17.6
17
TNC 320 | Benutzer-Handbuch Zyklenprogrammierung | 3/2013
389
17.6
TS LÄNGE KALIBRIEREN (Zyklus 461,
DIN/ISO: G461)
Zyklusablauf
Bevor Sie den Kalibrier-Zyklus starten, müssen Sie den
Bezugspunkt in der Spindel-Achse so setzen, dass auf dem
Maschinentisch Z=0 ist und das Tastsystem über dem Kalibrierring
vorpositionieren.
1 Die TNC orientiert das Tastsystem auf den Winkel
CAL_ANG aus
der Tastsystem-Tabelle (nur wenn Ihr Tastsystem orientierbar
ist)
2 Die TNC Tasten von der aktuellen Position aus in negativer
Spindelachsrichtung mit Antast-Vorschub (Spalte
F aus der
Tastsystem-Tabelle)
3 Anschließend positioniert die TNC das Tastsystem mit
Eilvorschub (Spalte
FMAX aus der Tastsystem-Tabelle) zurück zur
Startposition
Beim Programmieren beachten!
HEIDENHAIN übernimmt die Gewährleistung für
die Funktion der Antastzyklen nur dann, wenn
HEIDENHAIN-Tastsysteme eingesetzt werden.
Die wirksame Länge des Tastsystems bezieht sich
immer auf den Werkzeug-Bezugspunkt. In der
Regel legt der Maschinenhersteller den Werkzeug-
Bezugspunkt auf die Spindelnase.
Vor der Zyklus-Definition müssen Sie einen
Werkzeug-Aufruf zur Definition der Tastsystem-Achse
programmiert haben.
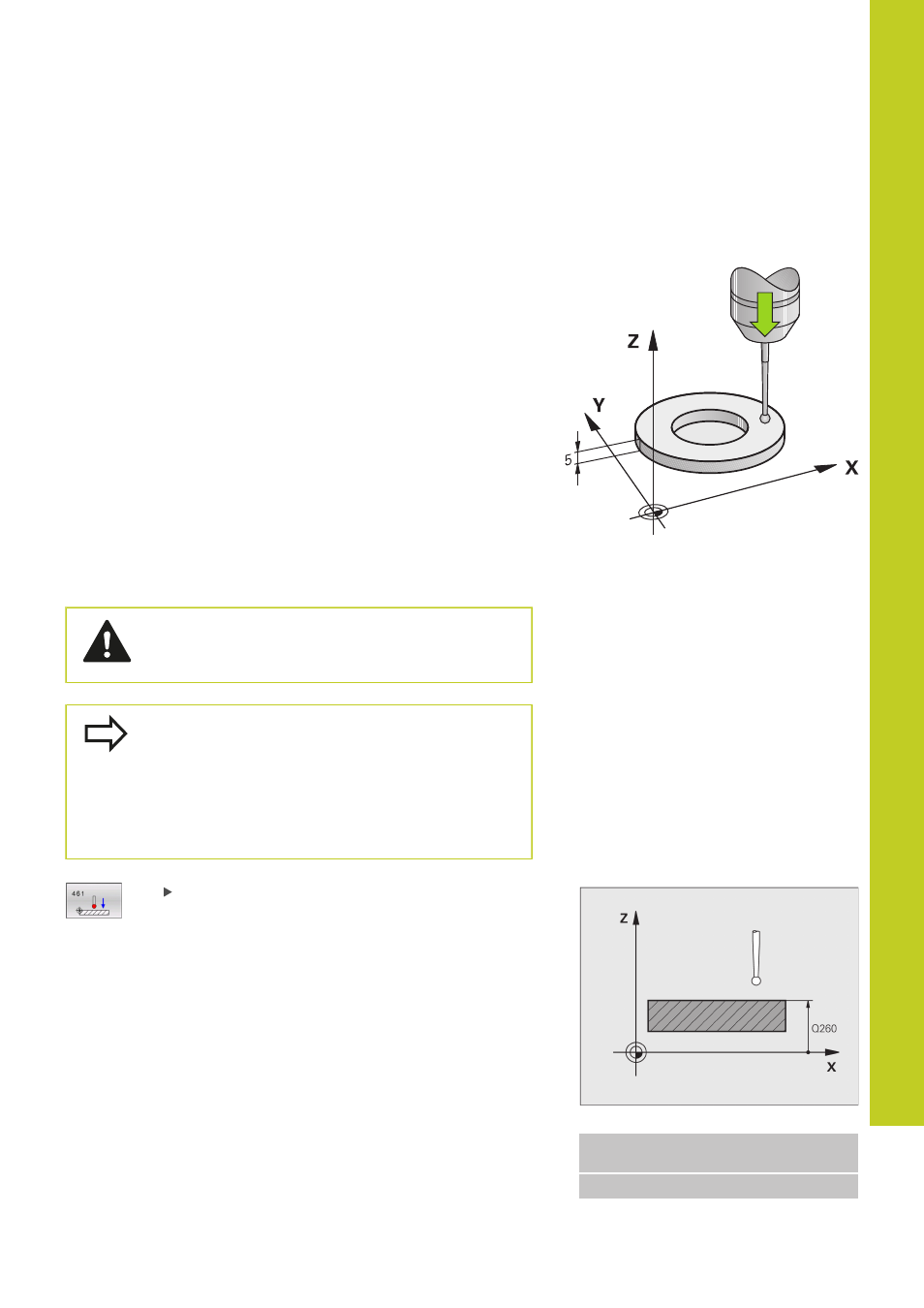
Bezugspunkt Q434 (absolut): Bezug für die
Länge (z. B. Höhe Einstellring). Eingabebereich
-99999,9999 bis 99999,9999
NC-Sätze
5 TCH PROBE 461 TS LAENGE
KALIBRIEREN
Q434=+5
;BEZUGSPUNKT