Zyklusparameter – HEIDENHAIN TNC 320 (34055x-06) Cycle programming Benutzerhandbuch
Seite 356
Tastsystemzyklen: Werkstücke automatisch kontrollieren
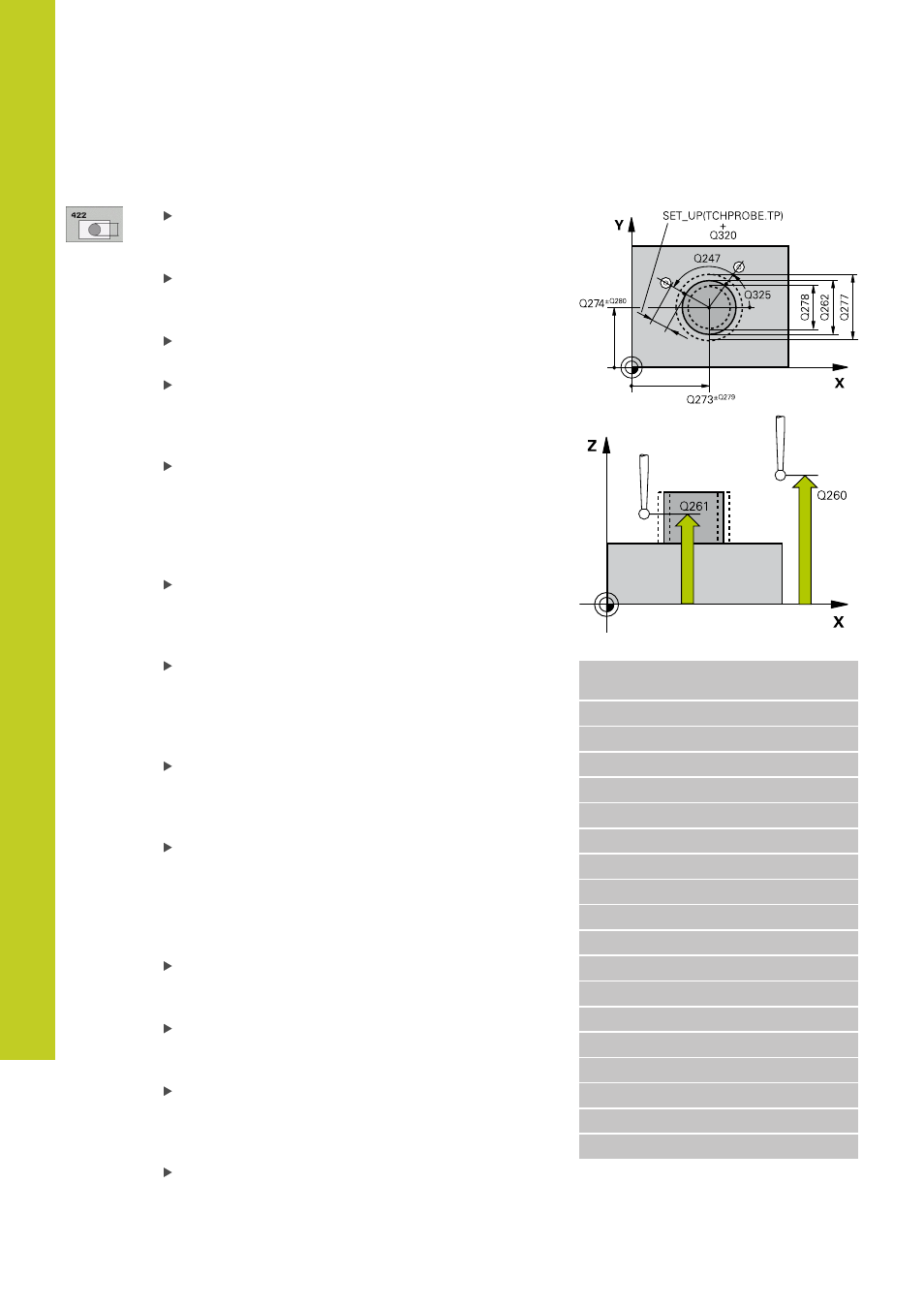
16.6 MESSEN KREIS AUSSEN (Zyklus 422, DIN/ISO: G422)
16
356
TNC 320 | Benutzer-Handbuch Zyklenprogrammierung | 3/2013
Zyklusparameter
Mitte 1. Achse Q273 (absolut): Mitte des Zapfens
in der Hauptachse der Bearbeitungsebene.
Eingabebereich -99999,9999 bis 99999,9999
Mitte 2. Achse Q274 (absolut): Mitte des Zapfens
in der Nebenachse der Bearbeitungsebene.
Eingabebereich -99999,9999 bis 99999,9999
Soll-Durchmesser Q262: Durchmesser des Zapfens
eingeben. Eingabebereich 0 bis 99999,9999
Startwinkel Q325 (absolut): Winkel zwischen
der Hauptachse der Bearbeitungsebene und dem
ersten Antastpunkt. Eingabebereich -360,0000 bis
360,0000
Winkelschritt Q247 (inkremental): Winkel
zwischen zwei Messpunkten, das Vorzeichen des
Winkelschritts legt die Bearbeitungsrichtung fest (-
= Uhrzeigersinn). Wenn Sie Kreisbögen vermessen
wollen, dann programmieren Sie einen Winkelschritt
kleiner 90°. Eingabebereich -120,0000 bis 120,0000
Messhöhe in der Tastsystem-Achse Q261 (absolut):
Koordinate des Kugelzentrums (=Berührpunkt) in der
Tastsystem-Achse, auf der die Messung erfolgen
soll. Eingabebereich -99999,9999 bis 99999,9999
Sicherheits-Abstand Q320 (inkremental):
Zusätzlicher Abstand zwischen Messpunkt und
Tastsystemkugel. Q320 wirkt additiv zu
SET_UP
(Tastsystem-Tabelle). Eingabebereich 0 bis
99999,9999
Sichere Höhe Q260 (absolut): Koordinate in der
Tastsystem-Achse, in der keine Kollision zwischen
Tastsystem und Werkstück (Spannmittel) erfolgen
kann. Eingabebereich -99999,9999 bis 99999,9999
Fahren auf sichere Höhe Q301: Festlegen, wie das
Tastsystem zwischen den Messpunkten verfahren
soll:
0: Zwischen Messpunkten auf Messhöhe verfahren
1: Zwischen Messpunkten auf Sicherer Höhe
verfahren
Größtmaß Zapfen Q277: Größter erlaubter
Durchmesser des Zapfens. Eingabebereich 0 bis
99999,9999
Kleinstmaß Zapfen Q278: Kleinster erlaubter
Durchmesser des Zapfens. Eingabebereich 0 bis
99999,9999
Toleranzwert Mitte 1. Achse Q279: Erlaubte
Lageabweichung in der Hauptachse der
Bearbeitungsebene. Eingabebereich 0 bis
99999,9999
Toleranzwert Mitte 2. Achse Q280: Erlaubte
Lageabweichung in der Nebenachse der
Bearbeitungsebene. Eingabebereich 0 bis
99999,9999
NC-Sätze
5 TCH PROBE 422 MESSEN KREIS
AUSSEN
Q273=+50
;MITTE 1. ACHSE
Q274=+50
;MITTE 2. ACHSE
Q262=75
;SOLL-DURCHMESSER
Q325=+90
;STARTWINKEL
Q247=+30
;WINKELSCHRITT
Q261=-5
;MESSHOEHE
Q320=0
;SICHERHEITS-ABST.
Q260=+10
;SICHERE HOEHE
Q301=0
;FAHREN AUF S. HOEHE
Q275=35,15
;GROESSTMASS
Q276=34,9
;KLEINSTMASS
Q279=0,05
;TOLERANZ 1. MITTE
Q280=0,05
;TOLERANZ 2. MITTE
Q281=1
;MESSPROTOKOLL
Q309=0
;PGM-STOP BEI FEHLER
Q330=0
;WERKZEUG
Q423=4
;ANZAHL MESSPUNKTE
Q365=1
;VERFAHRART