14 programmierbeispiele, Programmierbeispiele – HEIDENHAIN TNC 320 (34055x-06) Cycle programming Benutzerhandbuch
Seite 378
Tastsystemzyklen: Werkstücke automatisch kontrollieren
16.14 Programmierbeispiele
16
378
TNC 320 | Benutzer-Handbuch Zyklenprogrammierung | 3/2013
16.14
Programmierbeispiele
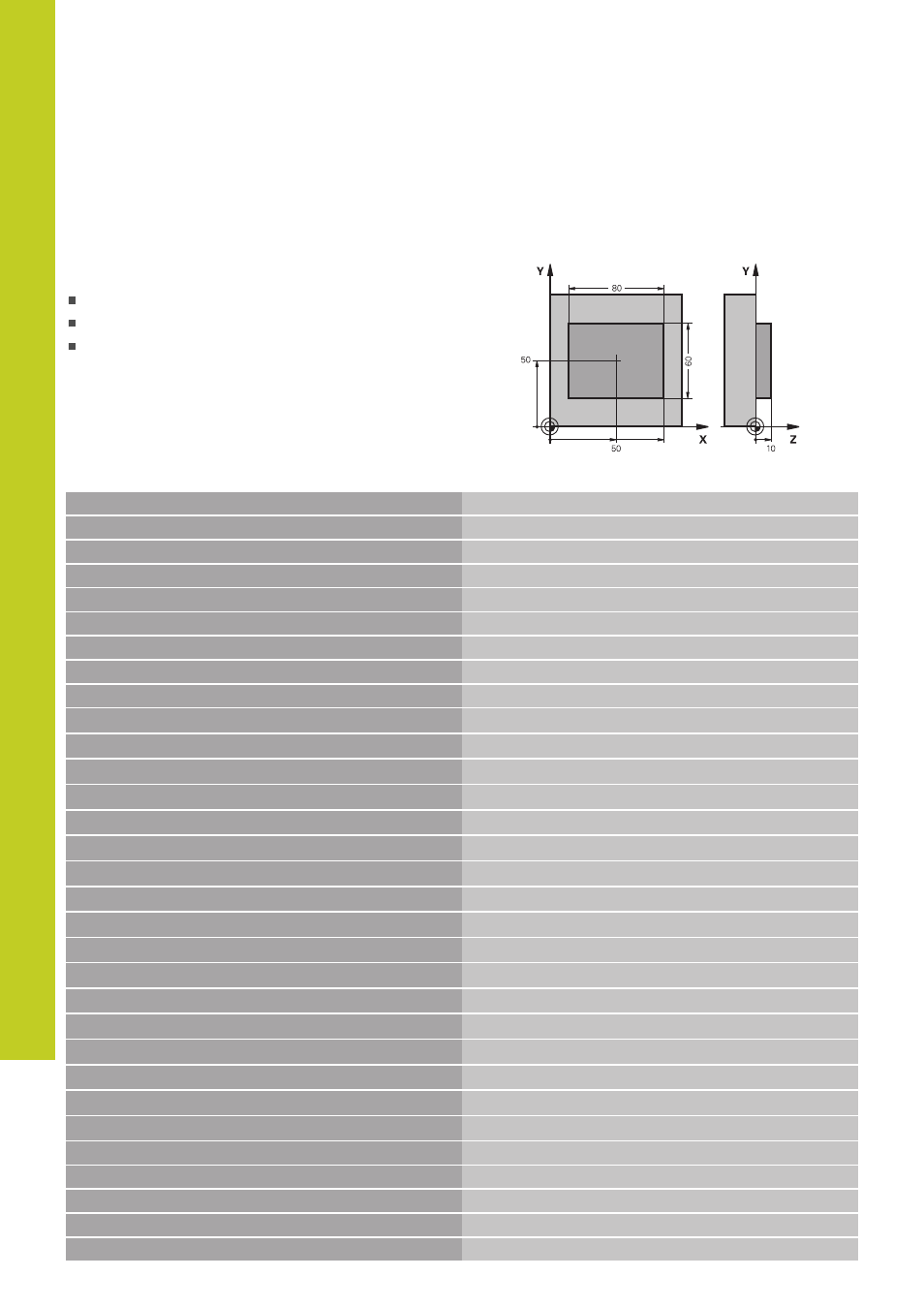
Beispiel: Rechteck-Zapfen messen und nachbearbeiten
Programm-Ablauf
Rechteck-Zapfen schruppen mit Aufmaß 0,5
Rechteck-Zapfen messen
Rechteck-Zapfen schlichten unter Berücksichtigung
der Messwerte
0 BEGIN PGM BEAMS MM
1 TOOL CALL 69 Z
Werkzeug-Aufruf Vorbearbeitung
2 L Z+100 R0 FMAX
Werkzeug freifahren
3 FN 0: Q1 = +81
Rechteck-Länge in X (Schrupp-Maß)
4 FN 0: Q2 = +61
Rechteck-Länge in Y (Schrupp-Maß)
5 CALL LBL 1
Unterprogramm zur Bearbeitung aufrufen
6 L Z+100 R0 FMAX
Werkzeug freifahren, Werkzeug-Wechsel
7 TOOL CALL 99 Z
Taster aufrufen
8 TCH PROBE 424 MESSEN RECHTECK AUS.
Gefrästes Rechteck messen
Q273=+50
;MITTE 1. ACHSE
Q274=+50
;MITTE 2. ACHSE
Q282=80
;1. SEITEN-LAENGE
Soll-Länge in X (Endgültiges Maß)
Q283=60
;2. SEITEN-LAENGE
Soll-Länge in Y (Endgültiges Maß)
Q261=-5
;MESSHOEHE
Q320=0
;SICHERHEITS-ABST.
Q260=+30
;SICHERE HOEHE
Q301=0
;FAHREN AUF S. HOEHE
Q284=0
;GROESSTMASS 1. SEITE
Eingabewerte für Toleranzprüfung nicht erforderlich
Q285=0
;KLEINSTMASS 1. SEITE
Q286=0
;GROESSTMASS 2. SEITE
Q287=0
;KLEINSTMASS 2. SEITE
Q279=0
;TOLERANZ 1. MITTE
Q280=0
;TOLERANZ 2. MITTE
Q281=0
;MESSPROTOKOLL
Kein Messprotokoll ausgeben
Q309=0
;PGM-STOP BEI FEHLER
Keine Fehlermeldung ausgeben
Q330=0
;WERKZEUG-NUMMER
Keine Werkzeug-Überwachung
9 FN 2: Q1 = +Q1 - +Q164
Länge in X berechnen anhand der gemessenen Abweichung
10 FN 2: Q2 = +Q2 - +Q165
Länge in Y berechnen anhand der gemessenen Abweichung
11 L Z+100 R0 FMAX
Taster freifahren, Werkzeug-Wechsel
12 TOOL CALL 1 Z S5000
Werkzeug-Aufruf Schlichten
13 CALL LBL 1
Unterprogramm zur Bearbeitung aufrufen