Zyklusablauf, Beim programmieren beachten – HEIDENHAIN TNC 320 (34055x-06) Cycle programming Benutzerhandbuch
Seite 330
Tastsystemzyklen: Bezugspunkte automatisch erfassen
15.11 BEZUGSPUNKT TASTSYSTEM-ACHSE (Zyklus 417, DIN/ISO: G417)
15
330
TNC 320 | Benutzer-Handbuch Zyklenprogrammierung | 3/2013
15.11
BEZUGSPUNKT TASTSYSTEM-ACHSE
(Zyklus 417, DIN/ISO: G417)
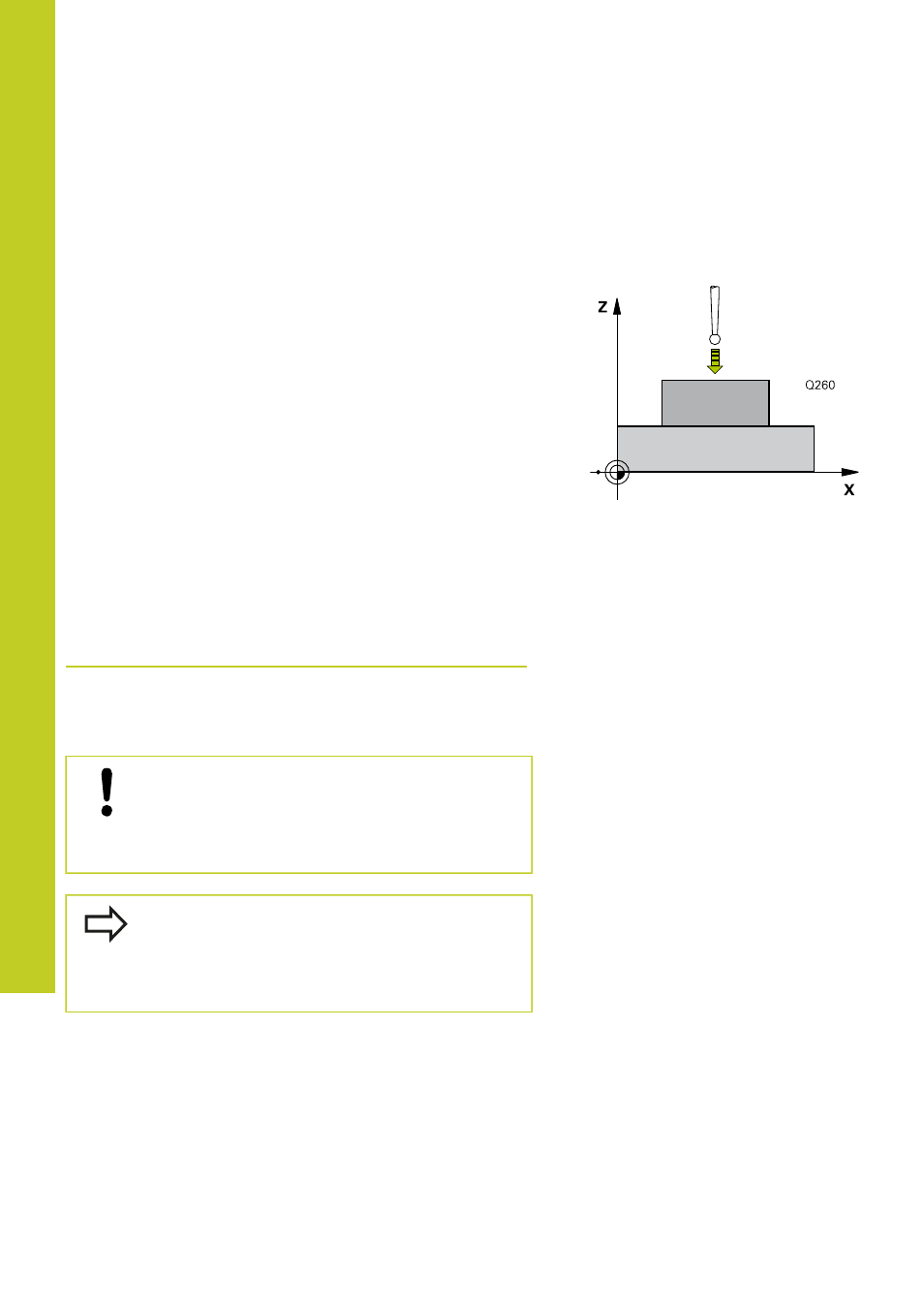
Zyklusablauf
Der Tastsystem-Zyklus 417 misst eine beliebige Koordinate in der
Tastsystem-Achse und setzt diese Koordinate als Bezugspunkt.
Wahlweise kann die TNC die gemessene Koordinate auch in eine
Nullpunkt- oder Preset-Tabelle schreiben.
1 Die TNC positioniert das Tastsystem mit Eilvorschub (Wert aus
Spalte
FMAX) und mit Positionierlogik (siehe "Tastsystemzyklen
abarbeiten", Seite 266) zum programmierten Antastpunkt
1
. Die
TNC versetzt dabei das Tastsystem um den Sicherheits-Abstand
in Richtung der positiven Tastsystem-Achse
2 Anschließend fährt das Tastsystem in der Tastsystem-Achse auf
die eingegebene Koordinate des Antastpunktes
1
und erfasst
durch einfaches Antasten die Ist-Position
3 Abschließend positioniert die TNC das Tastsystem zurück auf
die Sichere Höhe und verarbeitet den ermittelten Bezugspunkt
in Abhängigkeit der Zyklusparameter Q303 und Q305 (siehe
"Gemeinsamkeiten aller Tastsystemzyklen zum Bezugspunkt-
Setzen", Seite 292) und speichert den Istwert in nachfolgend
aufgeführtem Q-Parameter ab
Parameter-Nummer
Bedeutung
Q160
Istwert gemessener Punkt
Beim Programmieren beachten!
Achtung Kollisionsgefahr!
Wenn Sie mit dem Tastsystem-Zyklus einen
Bezugspunkt setzen (Q303 = 0) und zusätzlich
Antasten TS-Achse (Q381 = 1) verwenden, darf
keine Koordinaten-Umrechnung aktiv sein.
Vor der Zyklus-Definition müssen Sie einen
Werkzeug-Aufruf zur Definition der Tastsystem-Achse
programmiert haben.
Die TNC setzt dann in dieser Achse den
Bezugspunkt.