5 programmierbeispiele, Beispiel: abzeilen, Programmierbeispiele – HEIDENHAIN TNC 320 (34055x-06) Cycle programming Benutzerhandbuch
Seite 221: Programmierbeispiele 10.5
Programmierbeispiele
10.5
10
TNC 320 | Benutzer-Handbuch Zyklenprogrammierung | 3/2013
221
10.5
Programmierbeispiele
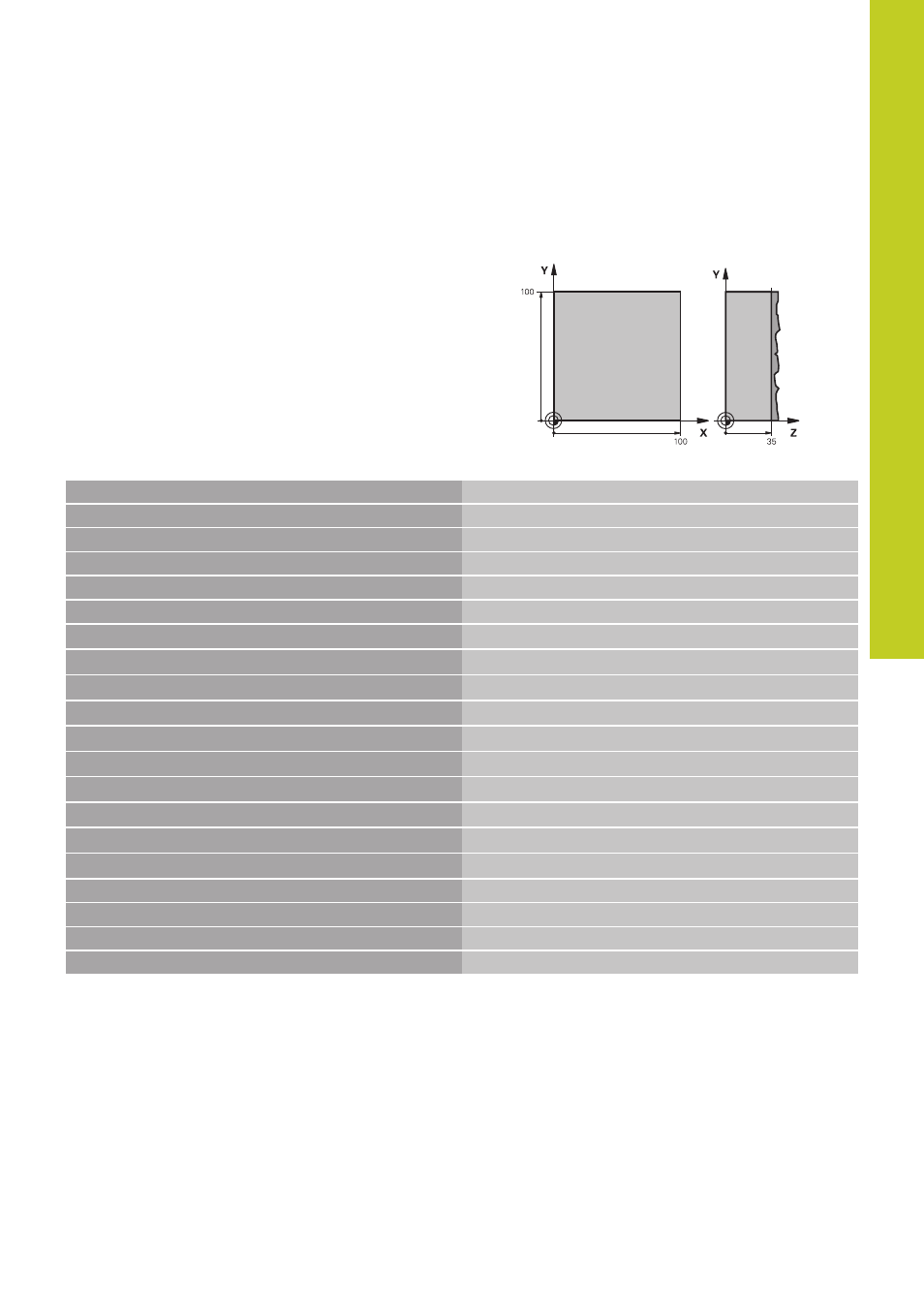
Beispiel: Abzeilen
0 BEGIN PGM C230 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z+0
Rohteil-Definition
2 BLK FORM 0.2 X+100 Y+100 Z+40
3 TOOL CALL 1 Z S3500
Werkzeug-Aufruf
4 L Z+250 R0 FMAX
Werkzeug freifahren
5 CYCL DEF 230 ABZEILEN
Zyklus-Definition Abzeilen
Q225=+0
;STARTPUNKT 1. ACHSE
Q226=+0
;STARTPUNKT 2. ACHSE
Q227=+35
;STARTPUNKT 3. ACHSE
Q218=100
;1. SEITEN-LAENGE
Q219=100
;2. SEITEN-LAENGE
Q240=25
;ANZAHL SCHNITTE
Q206=250
;VORSCHUB TIEFENZ.
Q207=400
;VORSCHUB FRAESEN
Q209=150
;VORSCHUB QUER
Q200=2
;SICHERHEITS-ABST.
6 L X+-25 Y+0 R0 FMAX M3
Vorpositionieren in die Nähe des Startpunkts
7 CYCL CALL
Zyklus-Aufruf
8 L Z+250 R0 FMAX M2
Werkzeug freifahren, Programm-Ende
9 END PGM C230 MM