7 kreiszapfen (zyklus 257, din/iso: g257), Zyklusablauf, Kreiszapfen (zyklus 257, din/iso: g257) – HEIDENHAIN TNC 320 (34055x-06) Cycle programming Benutzerhandbuch
Seite 142
Bearbeitungszyklen: Taschenfräsen / Zapfenfräsen / Nutenfräsen
5.7
KREISZAPFEN (Zyklus 257, DIN/ISO: G257)
5
142
TNC 320 | Benutzer-Handbuch Zyklenprogrammierung | 3/2013
5.7
KREISZAPFEN (Zyklus 257, DIN/ISO:
G257)
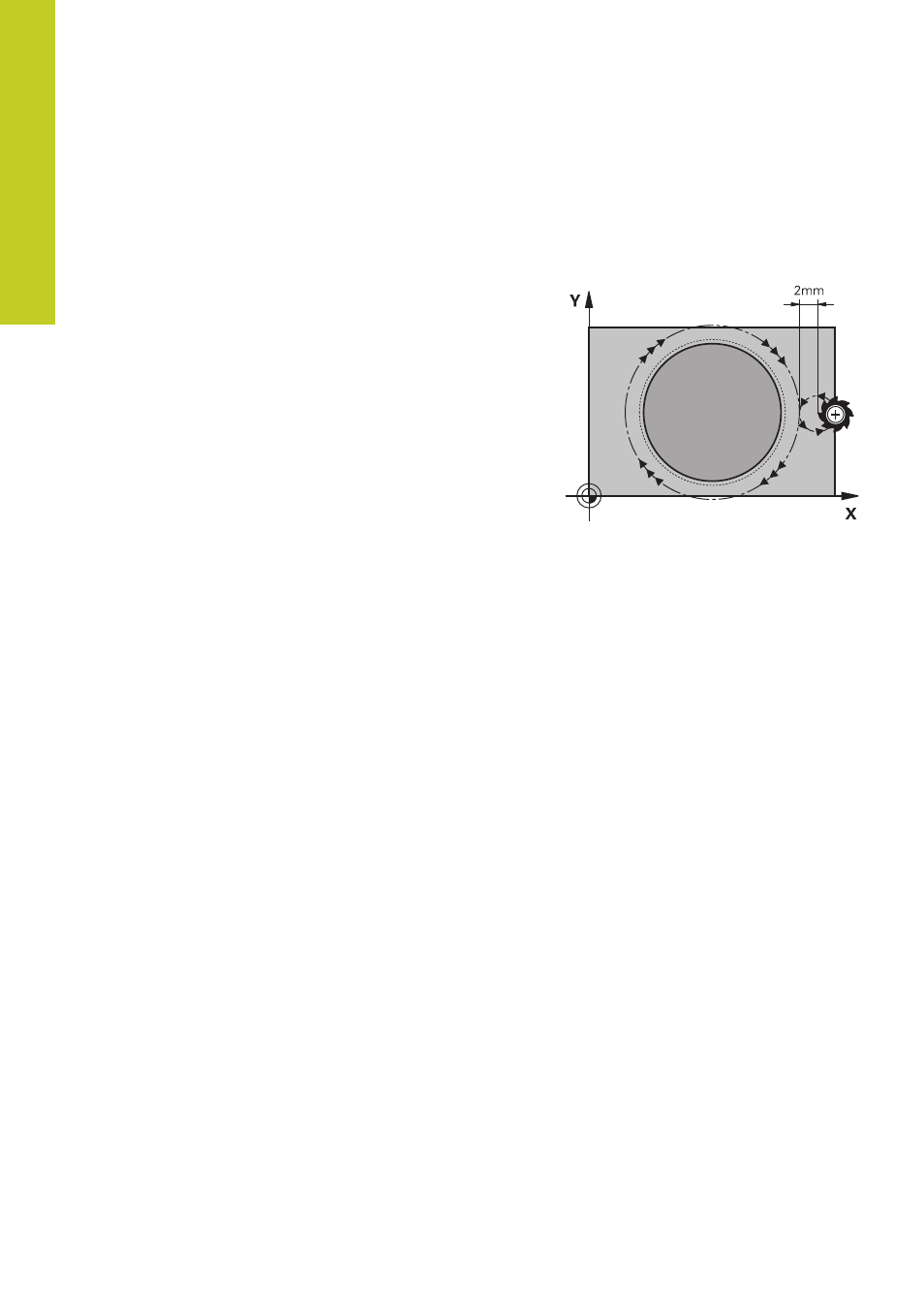
Zyklusablauf
Mit dem Kreiszapfen-Zyklus 257 können Sie einen Kreiszapfen
bearbeiten. Wenn der Rohteil-Durchmesser größer als die maximal
mögliche seitliche Zustellung ist, dann führt die TNC mehrere
seitliche Zustellungen aus bis der Fertigteil-Durchmesser ereicht ist.
1 Das Werkzeug fährt von der Zyklus-Startposition aus
(Zapfenmitte) auf die Startposition der Zapfenbearbeitung. Die
Startposition legen Sie über den Polarwinkel bezogen auf die
Zapfenmitte mit dem Parameter Q376 fest
2 Falls das Werkzeug auf dem 2. Sicherheits-Abstand steht, fährt
die TNC das Werkzeug im Eilgang
FMAX auf den Sicherheits-
Abstand und von dort mit dem Vorschub Tiefenzustellung auf
die erste Zustelltiefe
3 Anschließend fährt das Werkzeug in einer spiralförmigen
Bewegung tangential an die Zapfenkontur und fräst danach
einen Umlauf.
4 Wenn sich der Fertigteil-Durchmesser nicht in einem Umlauf
erreichen lässt, stellt die TNC solange spiralförmig zu, bis der
Fertigteil-Durchmesser erreicht ist. Die TNC berücksichtigt dabei
den Rohteil-Durchmesser, den Fertigteil-Durchmesser und die
erlaubte seitliche Zustellung
5 Die TNC fährt das Werkzeug auf einer spiralförmigen Bahn von
der Kontur weg
6 Sind mehrere Tiefenzustellungen nötig, so erfolgt die neue
Tiefenzustellung an dem der Abfahrbewegung nächstgelegenen
Punkt
7 Dieser Vorgang wiederholt sich, bis die programmierte
Zapfentiefe erreicht ist
8 Am Zyklusende positioniert die TNC das Werkzeug – nach dem
spiralförmigen Wegfahren – in der Werkzeug-Achse auf den im
Zyklus definierten 2. Sicherheits-Abstand und anschließend in
die Zapfenmitte