HEIDENHAIN TNC 320 (34055x-06) Cycle programming Benutzerhandbuch
Seite 380
Tastsystemzyklen: Werkstücke automatisch kontrollieren
16.14 Programmierbeispiele
16
380
TNC 320 | Benutzer-Handbuch Zyklenprogrammierung | 3/2013
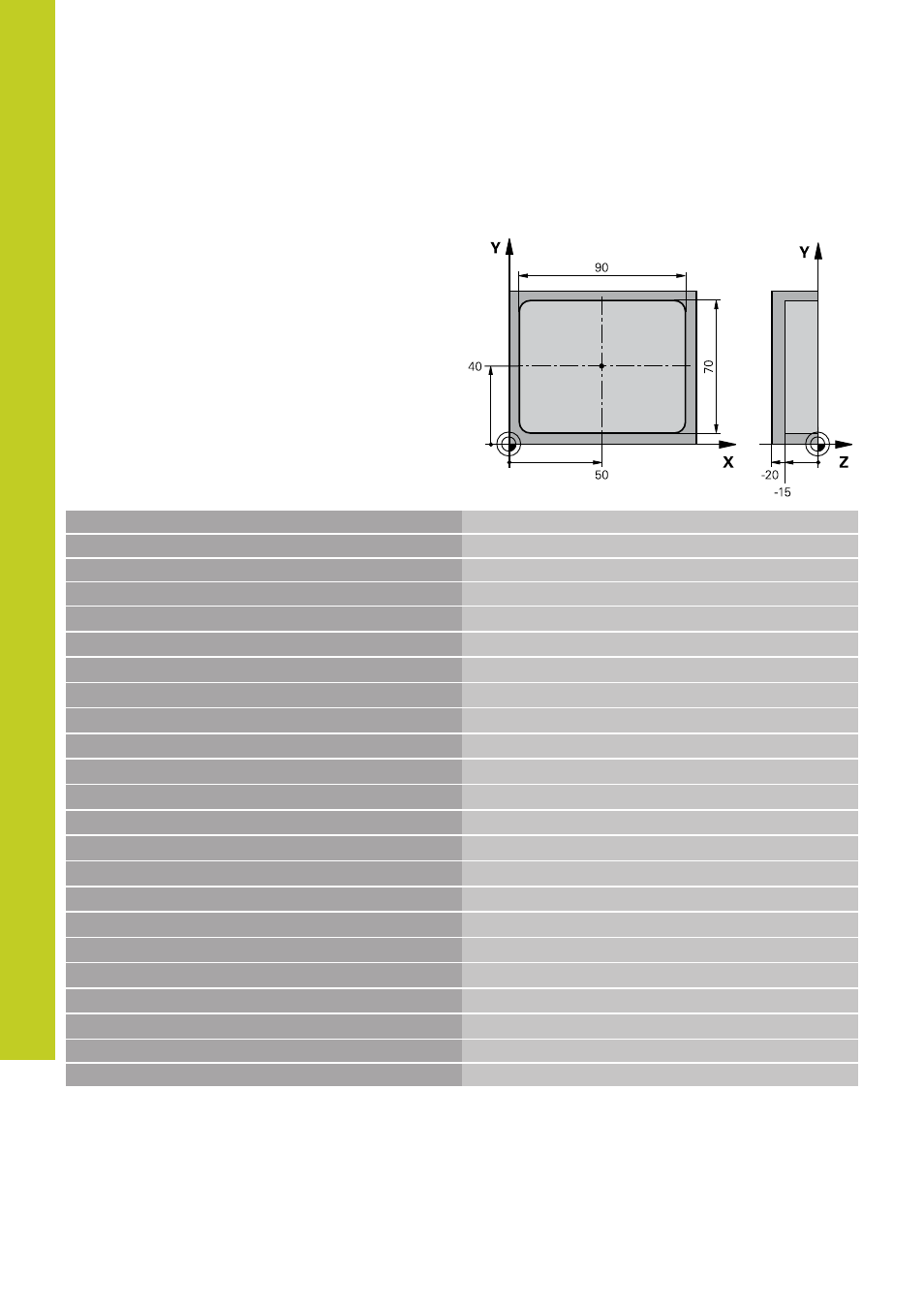
Beispiel: Rechtecktasche vermessen, Messergebnisse
protokollieren
0 BEGIN PGM BSMESS MM
1 TOOL CALL 1 Z
Werkzeug-Aufruf Taster
2 L Z+100 R0 FMAX
Taster freifahren
3 TCH PROBE 423 MESSEN RECHTECK INN.
Q273=+50
;MITTE 1. ACHSE
Q274=+40
;MITTE 2. ACHSE
Q282=90
;1. SEITEN-LAENGE
Soll-Länge in X
Q283=70
;2. SEITEN-LAENGE
Soll-Länge in Y
Q261=-5
;MESSHOEHE
Q320=0
;SICHERHEITS-ABST.
Q260=+20
;SICHERE HOEHE
Q301=0
;FAHREN AUF S. HOEHE
Q284=90.15
;GROESSTMASS 1. SEITE
Größtmaß in X
Q285=89.95
;KLEINSTMASS 1. SEITE
Kleinstmaß in X
Q286=70.1
;GROESSTMASS 2. SEITE
Größtmaß in Y
Q287=69.9
;KLEINSTMASS 2. SEITE
Kleinstmaß in Y
Q279=0.15
;TOLERANZ 1. MITTE
Erlaubte Lageabweichung in X
Q280=0.1
;TOLERANZ 2. MITTE
Erlaubte Lageabweichung in Y
Q281=1
;MESSPROTOKOLL
Messprotokoll in Datei ausgeben
Q309=0
;PGM-STOP BEI FEHLER
Bei Toleranzüberschreitung keine Fehlermeldung anzeigen
Q330=0
;WERKZEUG-NUMMER
Keine Werkzeug-Überwachung
4 L Z+100 R0 FMAX M2
Werkzeug freifahren, Programm-Ende
5 END PGM BSMESS MM