HEIDENHAIN TNC 320 (34055x-06) Cycle programming Benutzerhandbuch
Seite 178
Bearbeitungszyklen: Konturtasche
7.10
Programmierbeispiele
7
178
TNC 320 | Benutzer-Handbuch Zyklenprogrammierung | 3/2013
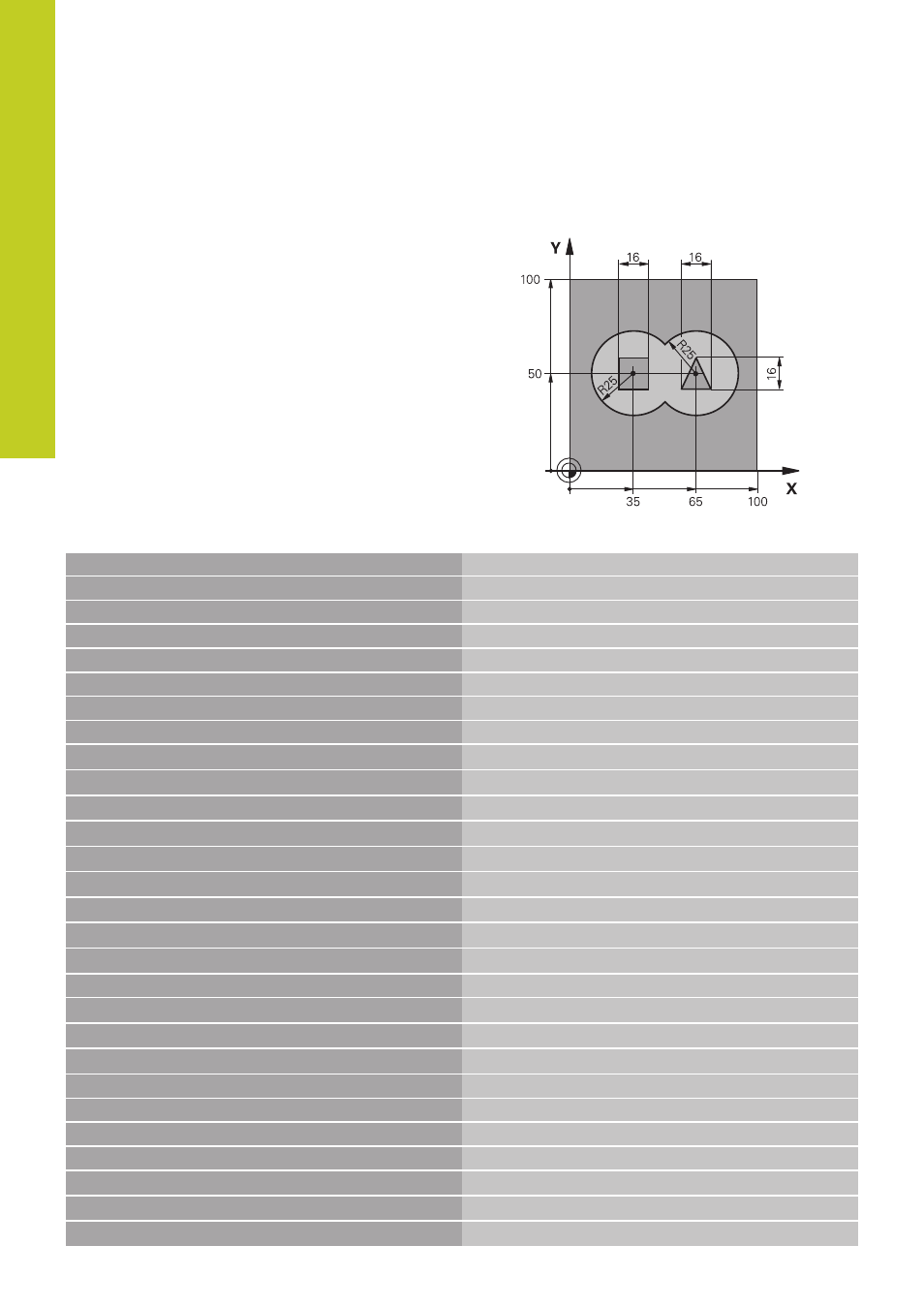
Beispiel: Überlagerte Konturen vorbohren, schruppen,
schlichten
0 BEGIN PGM C21 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
Rohteil-Definition
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 1 Z S2500
Werkzeug-Aufruf Bohrer, Durchmesser 12
4 L Z+250 R0 FMAX
Werkzeug freifahren
5 CYCL DEF 14.0 KONTUR
Kontur-Unterprogramme festlegen
6 CYCL DEF 14.1 KONTURLABEL 1/2/3/4
7 CYCL DEF 20 KONTUR-DATEN
Allgemeine Bearbeitungs-Parameter festlegen
Q1=-20
;FRAESTIEFE
Q2=1
;BAHN-UEBERLAPPUNG
Q3=+0.5
;AUFMASS SEITE
Q4=+0.5
;AUFMASS TIEFE
Q5=+0
;KOOR. OBERFLAECHE
Q6=2
;SICHERHEITS-ABST.
Q7=+100
;SICHERE HOEHE
Q8=0.1
;RUNDUNGSRADIUS
Q9=-1
;DREHSINN
8 CYCL DEF 21 VORBOHREN
Zyklus-Definition Vorbohren
Q10=5
;ZUSTELL-TIEFE
Q11=250
;VORSCHUB TIEFENZ.
Q13=2
;AUSRAEUM-WERKZEUG
9 CYCL CALL M3
Zyklus-Aufruf Vorbohren
10 L +250 R0 FMAX M6
Werkzeug-Wechsel
11 TOOL CALL 2 Z S3000
Werkzeug-Aufruf Schruppen/Schlichten, Durchmesser 12
12 CYCL DEF 22 RAEUMEN
Zyklus-Definition Räumen
Q10=5
;ZUSTELL-TIEFE
Q11=100
;VORSCHUB TIEFENZ.
Q12=350
;VORSCHUB RAEUMEN