1 werkzeugbezogene eingaben, Vorschub f – HEIDENHAIN iTNC 530 (340 422) Benutzerhandbuch
Seite 150
150
5 Programmieren: Werkzeuge
5.1 W
e
rk
z
e
ugbez
o
g
e
ne Eing
aben
5.1 Werkzeugbezogene Eingaben
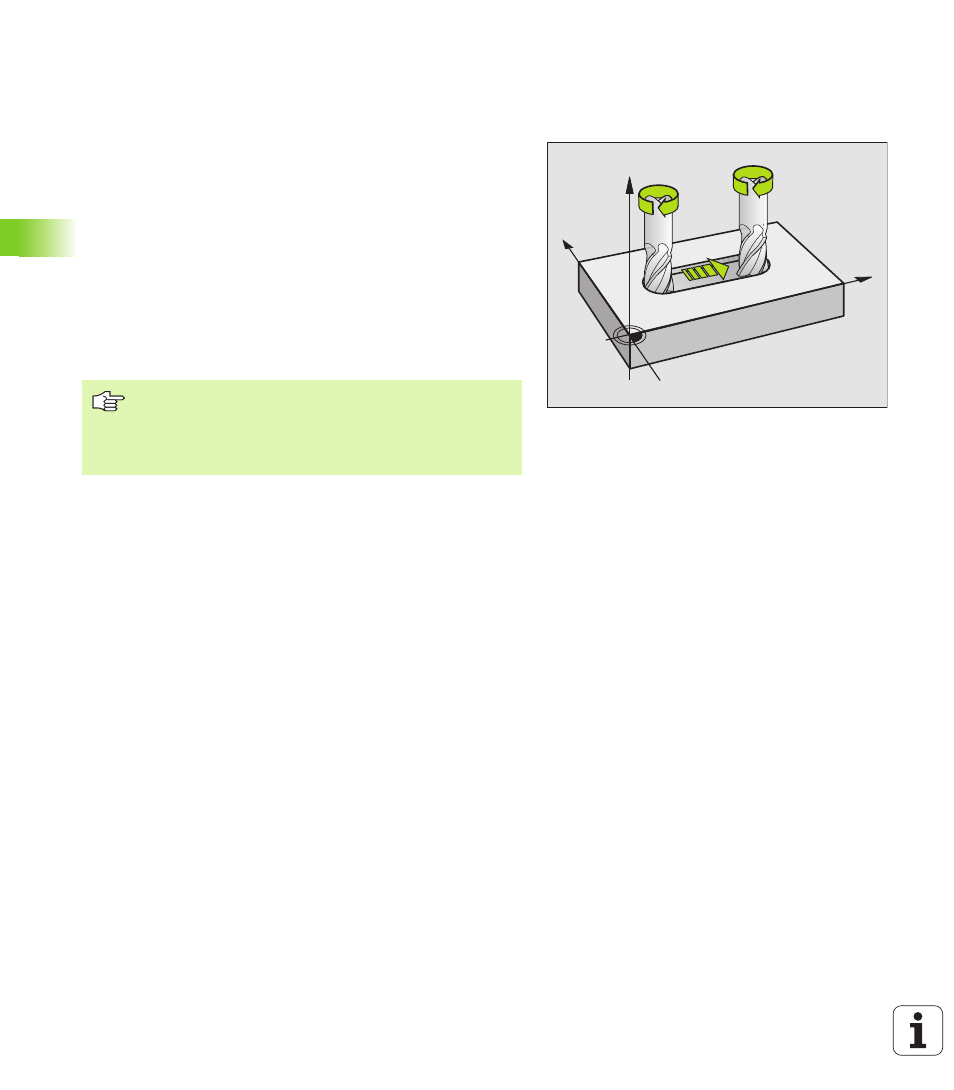
Vorschub F
Der Vorschub F ist die Geschwindigkeit in mm/min (inch/min), mit der
sich der Werkzeugmittelpunkt auf seiner Bahn bewegt. Der maximale
Vorschub kann für jede Maschinenachse unterschiedlich sein und ist
durch Maschinen-Parameter festgelegt.
Eingabe
Den Vorschub können Sie im TOOL CALL-Satz (Werkzeug-Aufruf) und in
jedem Positioniersatz eingeben (siehe „Erstellen der Programm-Sätze
mit den Bahnfunktionstasten” auf Seite 191).
Eilgang
Für den Eilgang geben Sie F MAX ein. Zur Eingabe von F MAX drücken
Sie auf die Dialogfrage Vorschub F= ? die Taste ENT oder den Softkey
FMAX.
Wirkungsdauer
Der mit einem Zahlenwert programmierte Vorschub gilt bis zu dem
Satz, in dem ein neuer Vorschub programmiert wird. F MAX gilt nur für
den Satz, in dem er programmiert wurde. Nach dem Satz mit F MAX gilt
wieder der letzte mit Zahlenwert programmierte Vorschub.
Änderung während des Programmlaufs
Während des Programmlaufs ändern Sie den Vorschub mit dem Over-
ride-Drehknopf F für den Vorschub.
Um im Eilgang Ihrer Maschine zu verfahren, können Sie
auch den entsprechenden Zahlenwert, z.B. F30000 pro-
grammieren. Dieser Eilgang wirkt im Gegensatz zu FMAX
nicht nur Satzweise, sondern so lange, bis Sie einen
neuen Vorschub programmieren.
X
Y
Z
S
S
F