5 bahnbew e gung en – p o lar k oor dinat e n, Beispiel: geradenbewegung polar – HEIDENHAIN iTNC 530 (340 422) Benutzerhandbuch
Seite 217
HEIDENHAIN iTNC 530
217
6.5 Bahnbew
e
gung
en – P
o
lar
k
oor
dinat
e
n
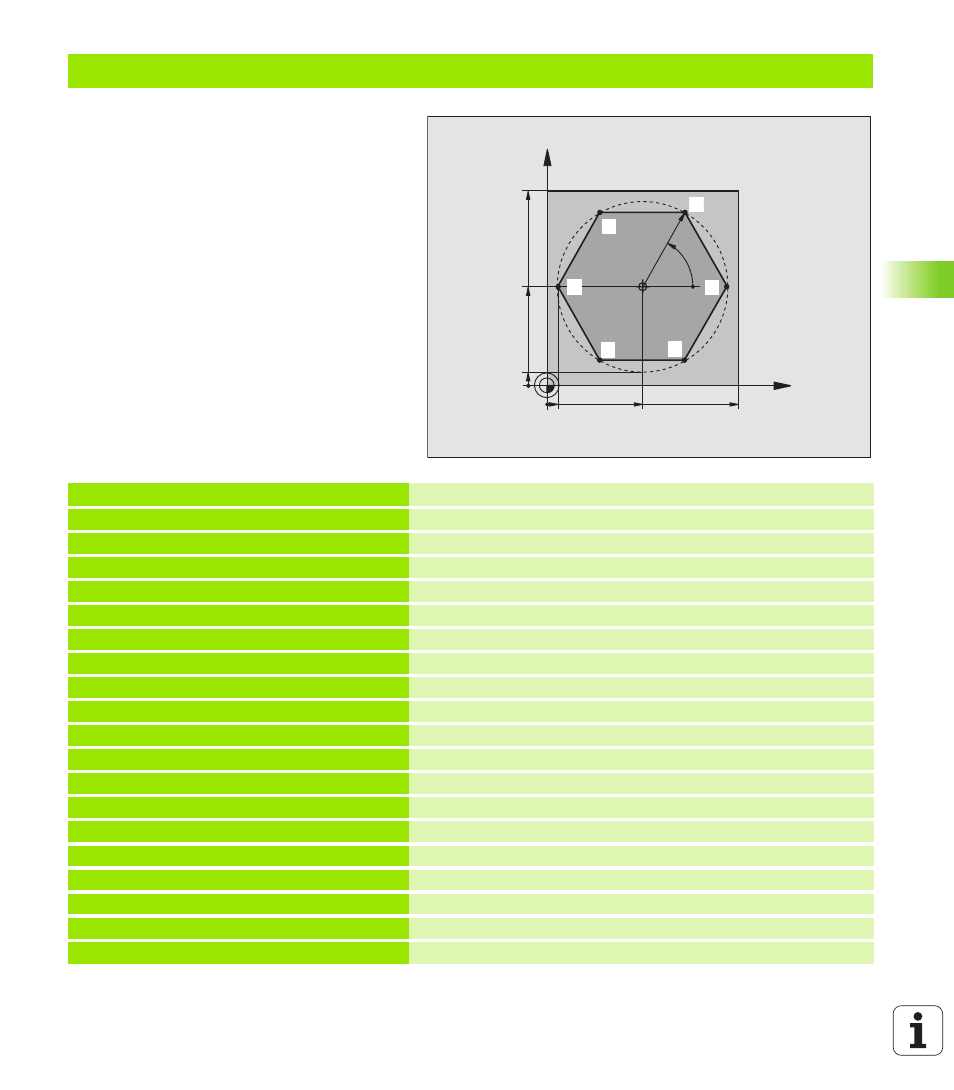
Beispiel: Geradenbewegung polar
0 BEGIN PGM LINEARPO MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Rohteil-Definition
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+7,5
Werkzeug-Definition
4 TOOL CALL 1 Z S4000
Werkzeug-Aufruf
5 CC X+50 Y+50
Bezugspunkt für Polarkoordinaten definieren
6 L Z+250 R0 FMAX
Werkzeug freifahren
7 LP PR+60 PA+180 R0 FMAX
Werkzeug vorpositionieren
8 L Z-5 R0 F1000 M3
Auf Bearbeitungstiefe fahren
9 APPR PLCT PR+45 PA+180 R5 RL F250
Kontur an Punkt 1 anfahren auf einem Kreis mit
tangentialem Anschluss
10 LP PA+120
Punkt 2 anfahren
11 LP PA+60
Punkt 3 anfahren
12 LP PA+0
Punkt 4 anfahren
13 LP PA-60
Punkt 5 anfahren
14 LP PA-120
Punkt 6 anfahren
15 LP PA+180
Punkt 1 anfahren
16 DEP PLCT PR+60 PA+180 R5 F1000
Kontur verlassen auf einem Kreis mit tangentialem Anschluss
17 L Z+250 R0 FMAX M2
Werkzeug freifahren, Programm-Ende
18 END PGM LINEARPO MM
X
Y
50
100
50
CC
5
100
R45
60°
5
1
1
1
2
1
3
1
4
1
5
1
6