5 arbeiten mit schnittdaten- tabellen, Hinweis, Einsatzmöglichkeiten – HEIDENHAIN iTNC 530 (340 422) Benutzerhandbuch
Seite 179: 5 arbeiten mit schnittdaten-tabellen, Hinweis einsatzmöglichkeiten, Yx z
HEIDENHAIN iTNC 530
179
5.5 Arbeit
en mit Sc
hnit
tdat
e
n-T
a
bellen
5.5 Arbeiten mit Schnittdaten-
Tabellen
Hinweis
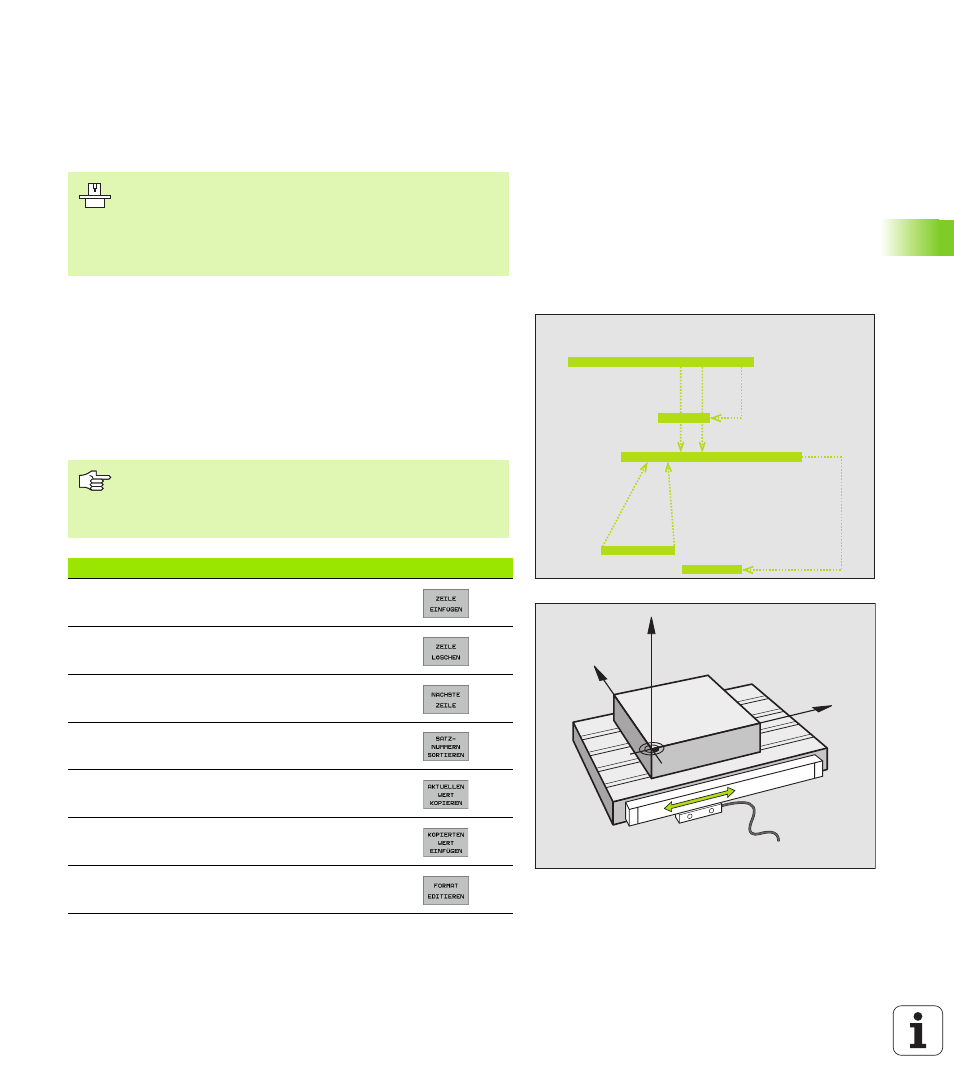
Einsatzmöglichkeiten
Über Schnittdaten-Tabellen, in denen beliebige Werkstoff/
Schneidstoff-Kombinationen festgelegt sind, kann die TNC aus der
Schnittgeschwindigkeit V
C
und dem Zahnvorschub f
Z
die Spindeldreh-
zahl S und den Bahnvorschub F berechnen. Grundlage für die Berech-
nung ist, dass Sie im Programm das Werkstück-Material und in einer
Werkzeug-Tabelle verschiedene werkzeugspezifische Eigenschaften
festgelegt haben.
Die TNC muss vom Maschinenhersteller für das Arbeiten
mit Schnittdaten-Tabellen vorbereitet sein.
Ggf. stehen an Ihrer Maschine nicht alle hier beschriebe-
nen oder zusätzliche Funktionen zur Verfügung. Beachten
Sie Ihr Maschinenhandbuch.
Bevor Sie Schnittdaten automatisch von der TNC berech-
nen lassen, müssen Sie in der Betriebsart Programm-Test
die Werkzeug-Tabelle aktiviert haben (Status S), aus der
die TNC die werkzeugspezifischen Daten entnehmen soll.
Editierfunktionen für Schnittdaten-Tabellen
Softkey
Zeile einfügen
Zeile löschen
Anfang der nächsten Zeile wählen
Tabelle sortieren
Hell hinterlegtes Feld kopieren (2. Softkey-Leiste)
Kopiertes Feld einfügen (2. Softkey-Leiste)
Tabellenformat editieren (2. Softkey-Leiste)
DATEI: TOOL.T
MM
T
R
CUT.
TYP
TMAT
CDT
0
...
...
...
...
...
1
...
...
...
...
...
2
+5
4
MILL
HSS
PRO1
3
...
...
...
...
...
4
...
...
...
...
...
0 BEGIN PGM xxx.H MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 Z X+100 Y+100 Z+0
3 WMAT "ST65"
4 ...
5 TOOL CALL 2 Z S1273 F305
DATEI: PRO1.CDT
NR WMAT TMAT
Vc1
F1
0
...
...
...
...
1
...
...
...
...
2
ST65
HSS
40
0.06
3
...
...
...
...
4
...
...
...
...
Y
X
Z