3 k ont ur anf a hr en und v e rl assen – HEIDENHAIN iTNC 530 (340 422) Benutzerhandbuch
Seite 199
HEIDENHAIN iTNC 530
199
6.3 K
ont
ur anf
a
hr
en und v
e
rl
assen
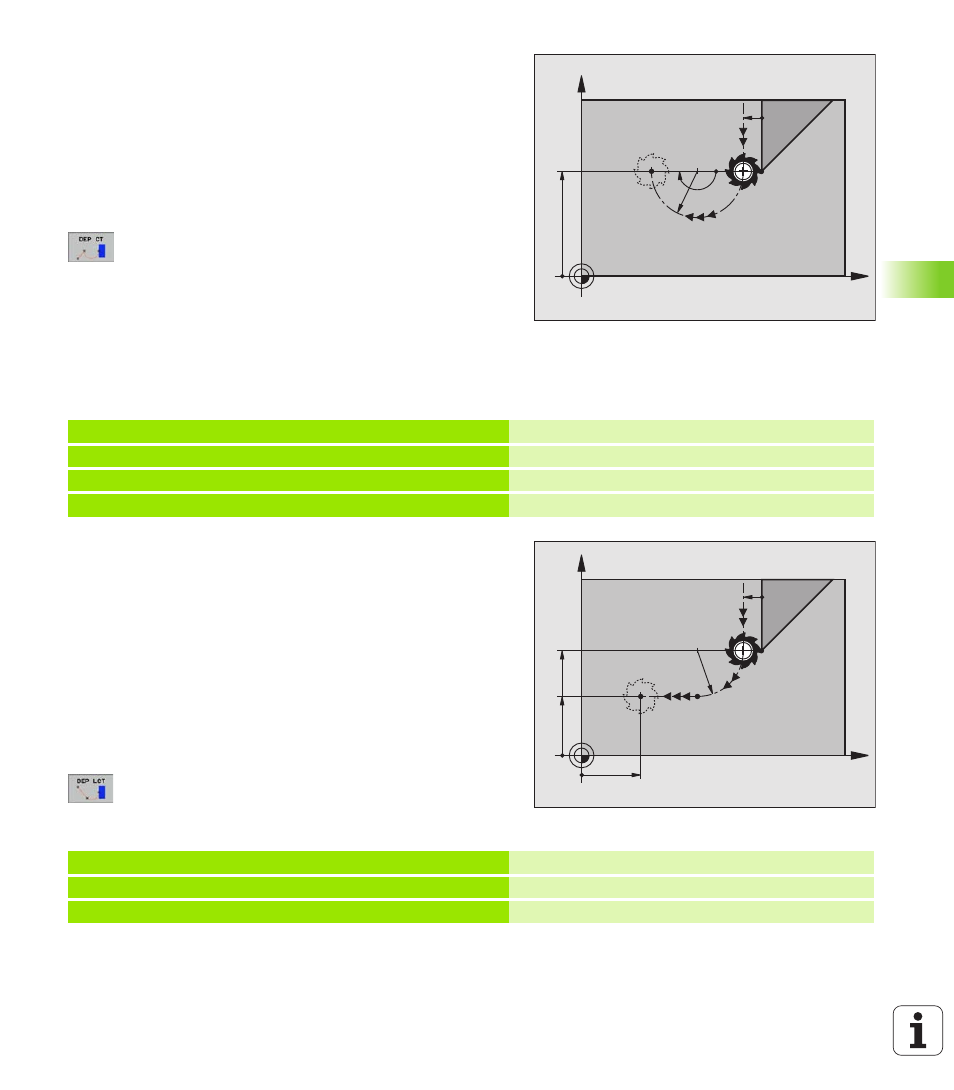
Wegfahren auf einer Kreisbahn mit tangentialem
Anschluss: DEP CT
Die TNC fährt das Werkzeug auf einer Kreisbahn vom letzten Kontur-
punkt P
E
zum Endpunkt P
N
. Die Kreisbahn schließt tangential an das
letzte Konturelement an.
8
Letztes Konturelement mit Endpunkt P
E
und Radiuskorrektur pro-
grammieren
8
Dialog mit Taste APPR/DEP und Softkey DEP CT eröffnen:
8
Mittelpunktswinkel CCA der Kreisbahn
8
Radius R der Kreisbahn
Das Werkzeug soll zu der Seite das Werkstück ver-
lassen, die durch die Radiuskorrektur festgelegt ist:
R positiv eingeben
Das Werkzeug soll zu der entgegengesetzten
Seite das Werkstück verlassen, die durch die Radi-
uskorrektur festgelegt ist: R negativ eingeben
NC-Beispielsätze
Wegfahren auf einer Kreisbahn
mit tangentialem Anschluss an Kontur
und Geradenstück: DEP LCT
Die TNC fährt das Werkzeug auf einer Kreisbahn vom letzten Kontur-
punkt P
E
auf einen Hilfspunkt P
H
. Von dort fährt es auf einer Geraden
zum Endpunkt P
N
. Das letzte Konturelement und die Gerade von P
H
–
P
N
haben mit der Kreisbahn tangentiale Übergänge. Damit ist die
Kreisbahn durch den Radius R eindeutig festgelegt.
8
Letztes Konturelement mit Endpunkt P
E
und Radiuskorrektur pro-
grammieren
8
Dialog mit Taste APPR/DEP und Softkey DEP LCT eröffnen:
8
Koordinaten des Endpunkts P
N
eingeben
8
Radius R der Kreisbahn. R positiv eingeben
NC-Beispielsätze
X
Y
20
P
N
R0
P
E
RR
R8
180°
RR
23 L Y+20 RR F100
Letztes Konturelement: P
E
mit Radiuskorrektur
24 DEP CT CCA 180 R+8 F100
Mittelpunktswinkel=180°,
Kreisbahn-Radius=8 mm
25 L Z+100 FMAX M2
Z freifahren, Rücksprung, Programm-Ende
X
Y
20
P
N
R0
P
E
RR
RR
12
10
R8
P
H
R0
23 L Y+20 RR F100
Letztes Konturelement: P
E
mit Radiuskorrektur
24 DEP LCT X+10 Y+12 R+8 F100
Koordinaten P
N
, Kreisbahn-Radius=8 mm
25 L Z+100 FMAX M2
Z freifahren, Rücksprung, Programm-Ende