Schlichten seite (zyklus 24), 24 schlichten seite (wahlweise verwendbar), 6 sl -zyklen – HEIDENHAIN iTNC 530 (340 422) Benutzerhandbuch
Seite 384
384
8 Programmieren: Zyklen
8.6 SL
-Zyklen
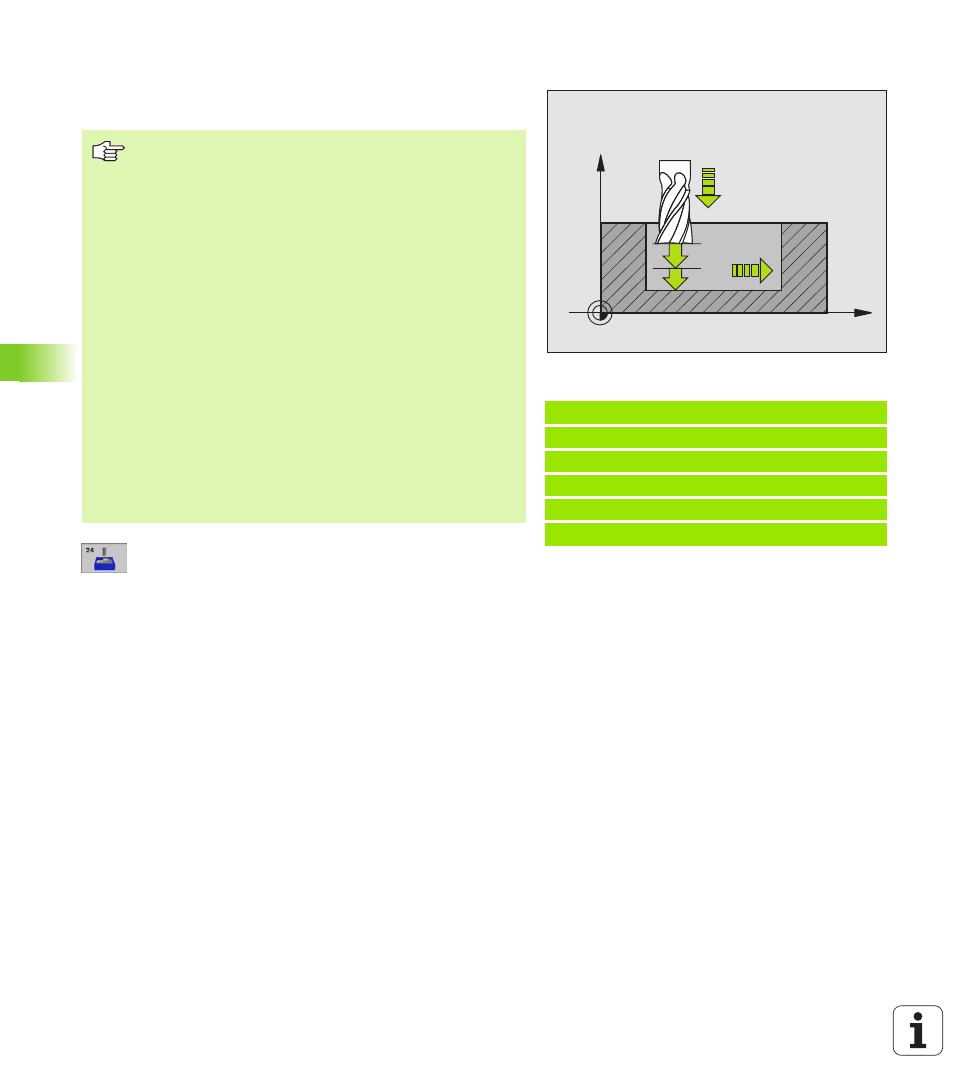
SCHLICHTEN SEITE (Zyklus 24)
Die TNC fährt das Werkzeug auf einer Kreisbahn tangential an die Teil-
konturen. Jede Teilkontur wird separat geschlichtet.
8
Drehsinn? Uhrzeigersinn = –1
Q9:
Bearbeitungsrichtung:
+1:Drehung im Gegen-Uhrzeigersinn
–1:Drehung im Uhrzeigersinn
8
Zustell-Tiefe
Q10 (inkremental): Maß, um das das
Werkzeug jeweils zugestellt wird
8
Vorschub Tiefenzustellung
Q11: Eintauchvorschub
8
Vorschub Ausräumen
Q12: Fräsvorschub
8
Schlichtaufmaß Seite
Q14 (inkremental): Aufmaß für
mehrmaliges Schlichten; der letzte Schlicht-Rest wird
ausgeräumt, wenn Sie Q14 = 0 eingeben
Beispiel: NC-Sätze
61 CYCL DEF 24.0 SCHLICHTEN SEITE
Q9=+1
;DREHSINN
Q10=+5
;ZUSTELL-TIEFE
Q11=100
;VORSCHUB TIEFENZ.
Q12=350
;VORSCHUB RAEUMEN
Q14=+0
;AUFMASS SEITE
X
Z
Q11
Q12
Q10
Beachten Sie vor dem Programmieren
Die Summe aus Schlichtaufmaß Seite (Q14) und Schlicht-
werkzeug-Radius muss kleiner sein als die Summe aus
Schlichtaufmaß Seite (Q3,Zyklus 20) und Räumwerkzeug-
Radius.
Wenn Sie Zyklus 24 abarbeiten ohne zuvor mit Zyklus 22
ausgeräumt zu haben, gilt oben aufgestellte Berechnung
ebenso; der Radius des Räum-Werkzeugs hat dann den
Wert „0“.
Sie können Zyklus 24 auch zum Konturfräsen verwenden.
Sie müssen dann
die zu fräsende Kontur als einzelne Insel definieren
(ohne Taschenbegrenzung) und
im Zyklus 20 das Schlichtaufmaß (Q3) größer eingeben,
als die Summe aus Schlichtaufmaß Q14 + Radius des
verwendeten Werkzeugs
Die TNC ermittelt den Startpunkt fürs Schlichten selbstän-
dig. Der Startpunkt ist abhängig von den Platzverhältnis-
sen in der Tasche und dem im Zyklus 20 programmierten
Aufmaß.