2 grundlagen zu den bahnfunktionen – HEIDENHAIN iTNC 530 (340 422) Benutzerhandbuch
Seite 189
HEIDENHAIN iTNC 530
189
6.2 Gr
undlag
en zu den Bahnfunktionen
6.2 Grundlagen zu den
Bahnfunktionen
Werkzeugbewegung für eine Bearbeitung
programmieren
Wenn Sie ein Bearbeitungs-Programm erstellen, programmieren Sie
nacheinander die Bahnfunktionen für die einzelnen Elemente der
Werkstück-Kontur. Dazu geben Sie gewöhnlich die Koordinaten für
die Endpunkte der Konturelemente aus der Maßzeichnung ein. Aus
diesen Koordinaten-Angaben, den Werkzeug-Daten und der Radius-
korrektur ermittelt die TNC den tatsächlichen Verfahrweg des Werk-
zeugs.
Die TNC fährt gleichzeitig alle Maschinenachsen, die Sie in dem Pro-
gramm-Satz einer Bahnfunktion programmiert haben.
Bewegungen parallel zu den Maschinenachsen
Der Programm-Satz enthält eine Koordinaten-Angabe: Die TNC fährt
das Werkzeug parallel zur programmierten Maschinenachse.
Je nach Konstruktion Ihrer Maschine bewegt sich beim Abarbeiten
entweder das Werkzeug oder der Maschinentisch mit dem aufge-
spannten Werkstück. Beim Programmieren der Bahnbewegung tun
Sie grundsätzlich so, als ob sich das Werkzeug bewegt.
Beispiel:
Das Werkzeug behält die Y- und Z-Koordinaten bei und fährt auf die
Position X=100. Siehe Bild rechts oben.
Bewegungen in den Hauptebenen
Der Programm-Satz enthält zwei Koordinaten-Angaben: Die TNC fährt
das Werkzeug in der programmierten Ebene.
Beispiel:
Das Werkzeug behält die Z-Koordinate bei und fährt in der XY-Ebene
auf die Position X=70, Y=50. Siehe Bild rechts Mitte
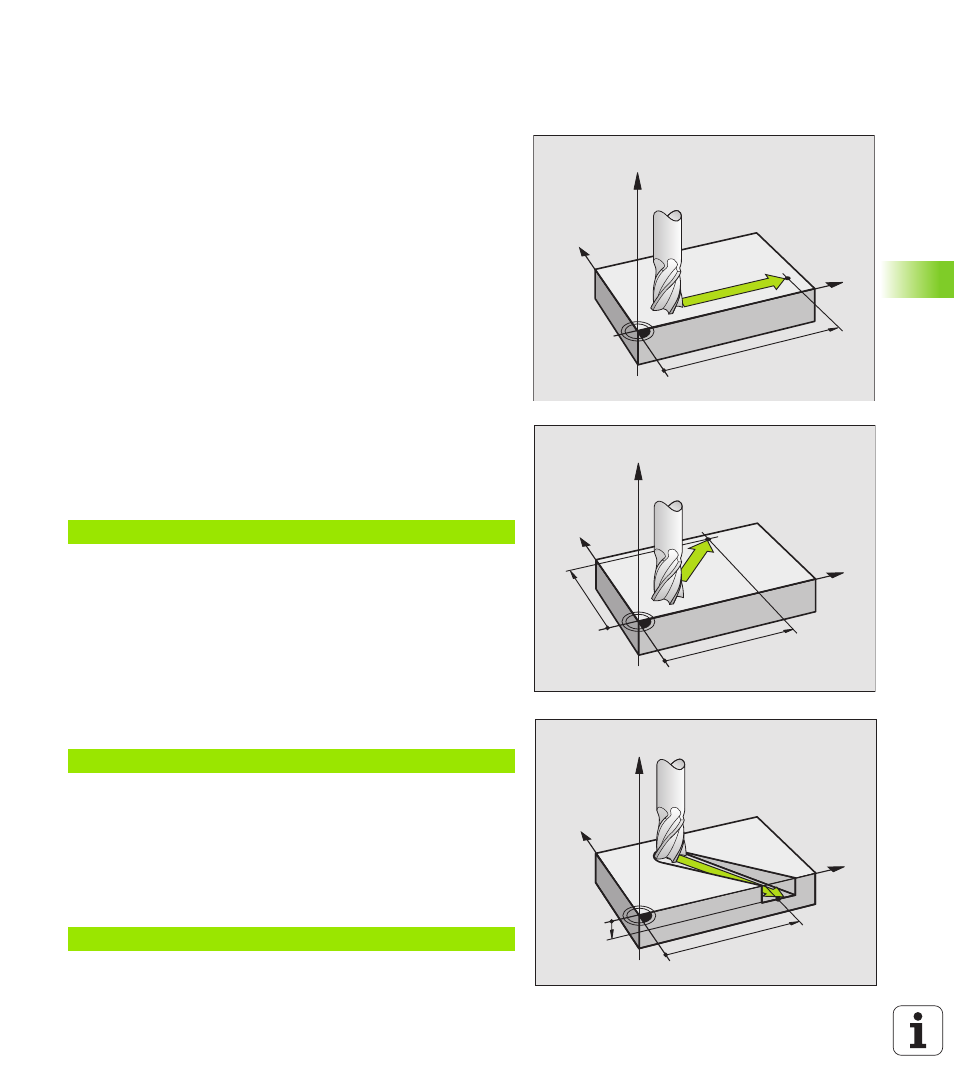
Dreidimensionale Bewegung
Der Programm-Satz enthält drei Koordinaten-Angaben: Die TNC fährt
das Werkzeug räumlich auf die programmierte Position.
Beispiel:
L X+100
L
Bahnfunktion „Gerade“
X+100
Koordinaten des Endpunkts
L X+70 Y+50
L X+80 Y+0 Z-10
X
Y
Z
100
X
Y
Z
70
50
X
Y
Z
80
-10