Positionieren mit handeingabe anwenden – HEIDENHAIN iTNC 530 (340 422) Benutzerhandbuch
Seite 78
78
3 Positionieren mit Handeingabe
3.1 Einf
ac
he Bearbeit
ung
en pr
ogr
ammier
en und abarbeit
en
3.1 Einfache Bearbeitungen
programmieren und abarbeiten
Für einfache Bearbeitungen oder zum Vorpositionieren des Werk-
zeugs eignet sich die Betriebsart Positionieren mit Handeingabe. Hier
können Sie ein kurzes Programm im HEIDENHAIN-Klartext-Format
oder nach DIN/ISO eingeben und direkt ausführen lassen. Auch die
Zyklen der TNC lassen sich aufrufen. Das Programm wird in der Datei
$MDI gespeichert. Beim Positionieren mit Handeingabe lässt sich die
zusätzliche Status-Anzeige aktivieren.
Positionieren mit Handeingabe anwenden
Betriebsart Positionieren mit Handeingabe wählen.
Die Datei $MDI beliebig programmieren
Programmlauf starten: Externe START-Taste
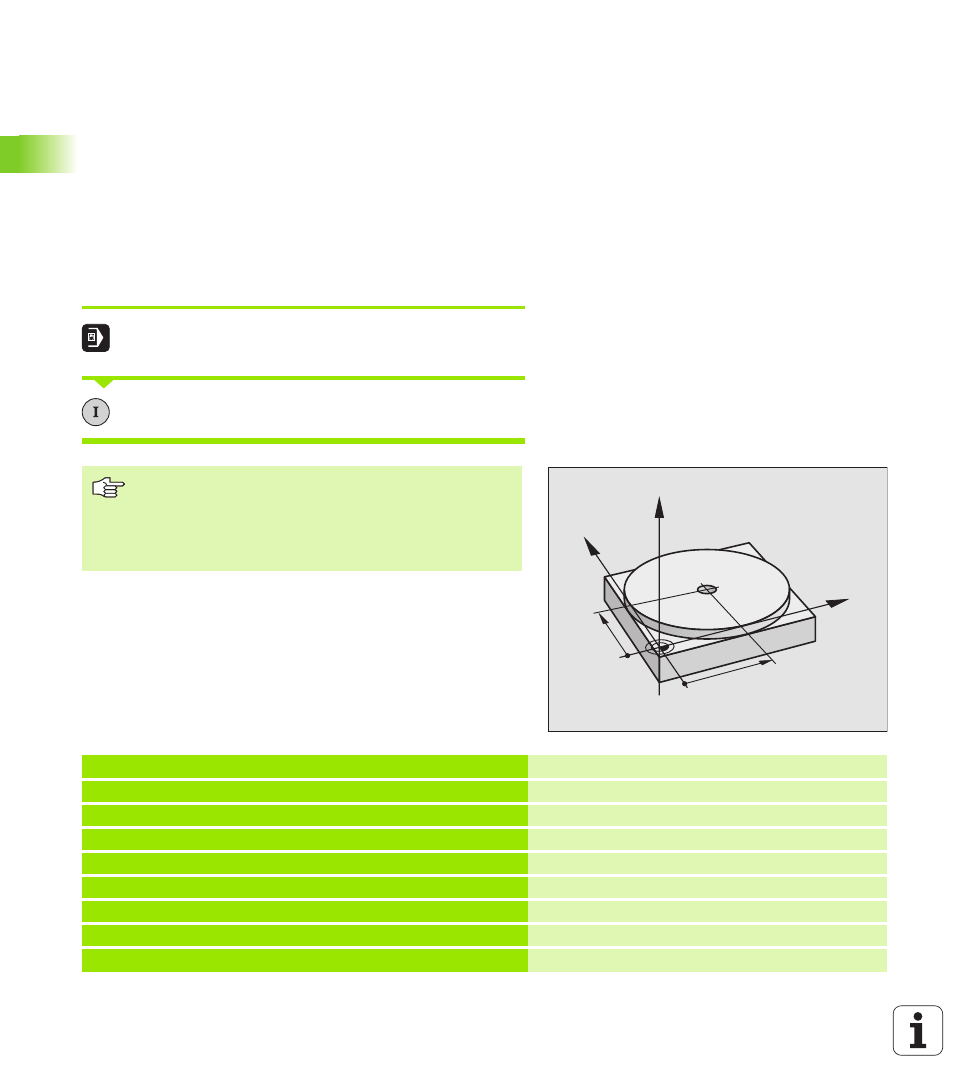
Beispiel 1
Ein einzelnes Werkstück soll mit einer 20 mm tiefen Bohrung verse-
hen werden. Nach dem Aufspannen des Werkstücks, dem Ausrichten
und Bezugspunkt-Setzen lässt sich die Bohrung mit wenigen Pro-
grammzeilen programmieren und ausführen.
Zuerst wird das Werkzeug mit L-Sätzen (Geraden) über dem Werk-
stück vorpositioniert und auf einen Sicherheitsabstand von 5 mm über
dem Bohrloch positioniert. Danach wird die Bohrung mit dem Zyklus 1
TIEFBOHREN
ausgeführt.
Einschränkung
Die Freie Kontur-Programmierung FK, die Programmier-
Grafiken und Programmlauf-Grafiken stehen nicht zur Ver-
fügung. Die Datei $MDI darf keinen Programm-Aufruf ent-
halten (PGM CALL).
Y
X
Z
50
50
0 BEGIN PGM $MDI MM
1 TOOL DEF 1 L+0 R+5
Werkzeug definieren: Nullwerkzeug, Radius 5
2 TOOL CALL 1 Z S2000
Werkzeug aufrufen: Werkzeugachse Z,
Spindeldrehzahl 2000 U/min
3 L Z+200 R0 FMAX
Werkzeug freifahren (F MAX = Eilgang)
4 L X+50 Y+50 R0 FMAX M3
Werkzeug mit F MAX über Bohrloch positionieren,
Spindel ein
6 CYCL DEF 200 BOHREN
Zyklus BOHREN definieren
Q200=5
;SICHERHEITS-ABST.
Sicherheitsabstand des Wkz über Bohrloch