Zyklusparameter – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Benutzerhandbuch
Seite 114
114
Bearbeitungszyklen: Gewindebohren / Gewindefräsen
4.4 GEWINDEBOHREN SP
ANBRUCH (Zyklus
209, DIN/ISO:
G209)
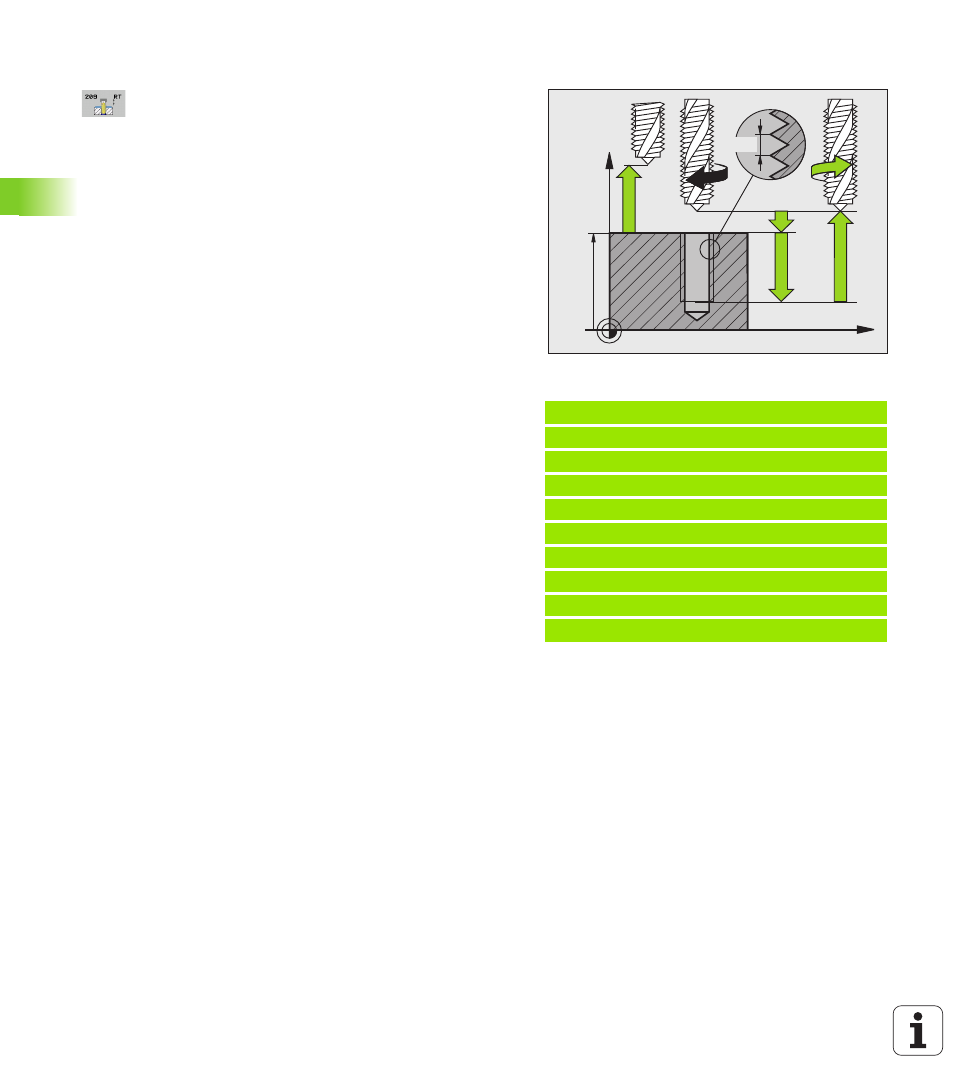
Zyklusparameter
Sicherheits-Abstand
Q200 (inkremental): Abstand
Werkzeugspitze (Startposition) – Werkstück-
Oberfläche. Eingabebereich 0 bis 99999,9999
alternativ PREDEF
Gewindetiefe
Q201 (inkremental): Abstand
Werkstück-Oberfläche – Gewindeende.
Eingabebereich -99999,9999 bis 99999,9999
Gewindesteigung
Q239
Steigung des Gewindes. Das Vorzeichen legt Rechts-
oder Linksgewinde fest:
+
= Rechtsgewinde
–
= Linksgewinde
Eingabebereich -99,9999 bis 99,9999
Koord. Werkstück-Oberfläche
Q203 (absolut):
Koordinate Werkstück-Oberfläche. Eingabebereich
-99999,9999 bis 99999,9999
2. Sicherheits-Abstand
Q204 (inkremental):
Koordinate Spindelachse, in der keine Kollision
zwischen Werkzeug und Werkstück (Spannmittel)
erfolgen kann. Eingabebereich 0 bis 99999,9999
alternativ PREDEF
Bohrtiefe bis Spanbruch
Q257 (inkremental):
Zustellung, nachdem die TNC einen Spanbruch
durchführt. Eingabebereich 0 bis 99999,9999
Rückzug bei Spanbruch
Q256: Die TNC multipliziert
die Steigung Q239 mit dem eingegebenen Wert und
fährt das Werkzeug beim Spanbrechen um diesen
errechneten Wert zurück. Wenn Sie Q256 = 0
eingeben, dann fährt die TNC zum Entspanen
vollständig aus der Bohrung heraus (auf Sicherheits-
Abstand). Eingabebereich 0 bis 99999,9999
Winkel für Spindel-Orientierung
Q336 (absolut):
Winkel, auf den die TNC das Werkzeug vor dem
Gewindeschneid-Vorgang positioniert. Dadurch
können Sie das Gewinde ggf. nachschneiden.
Eingabebereich -360,0000 bis 360,0000
Faktor Drehzahländerung Rückzug
Q403: Faktor, um
den die TNC die Spindeldrehzahl - und damit auch den
Rückzugsvorschub - beim Herausfahren aus der
Bohrung erhöht. Eingabebereich 0,0001 bis 10,
Erhöhung maximal auf Maximaldrehzahl der aktiven
Getriebestufe
Freifahren bei Programm-Unterbrechung
Wenn Sie während des Gewindeschneid-Vorgangs die externe Stopp-
Taste drücken, zeigt die TNC den Softkey MANUELL FREIFAHREN
an. Wenn Sie MANUEL FREIFAHREN drücken, können Sie das
Werkzeug gesteuert freifahren. Drücken Sie dazu die positive
Achsrichtungs-Taste der aktiven Spindelachse.
Beispiel: NC-Sätze
26 CYCL DEF 209 GEW.-BOHREN SPANBR.
Q200=2
;SICHERHEITS-ABST.
Q201=-20
;TIEFE
Q239=+1
;GEWINDESTEIGUNG
Q203=+25
;KOOR. OBERFLAECHE
Q204=50
;2. SICHERHEITS-ABST.
Q257=5
;BOHRTIEFE SPANBRUCH
Q256=+1
;RZ BEI SPANBRUCH
Q336=50
;WINKEL SPINDEL
Q403=1.5
;FAKTOR DREHZAHL
Z
X
Q203
Q204
Q200
Q201
Q239