HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Benutzerhandbuch
Seite 358
358
Tastsystemzyklen: Werkstückschieflagen automatisch ermitteln
14.7 Sc
hieflag
e
eines W
e
rk
stüc
ks über C-A
c
hse ausr
ic
ht
en (Zyklus 405,
DIN/ISO:
G405)
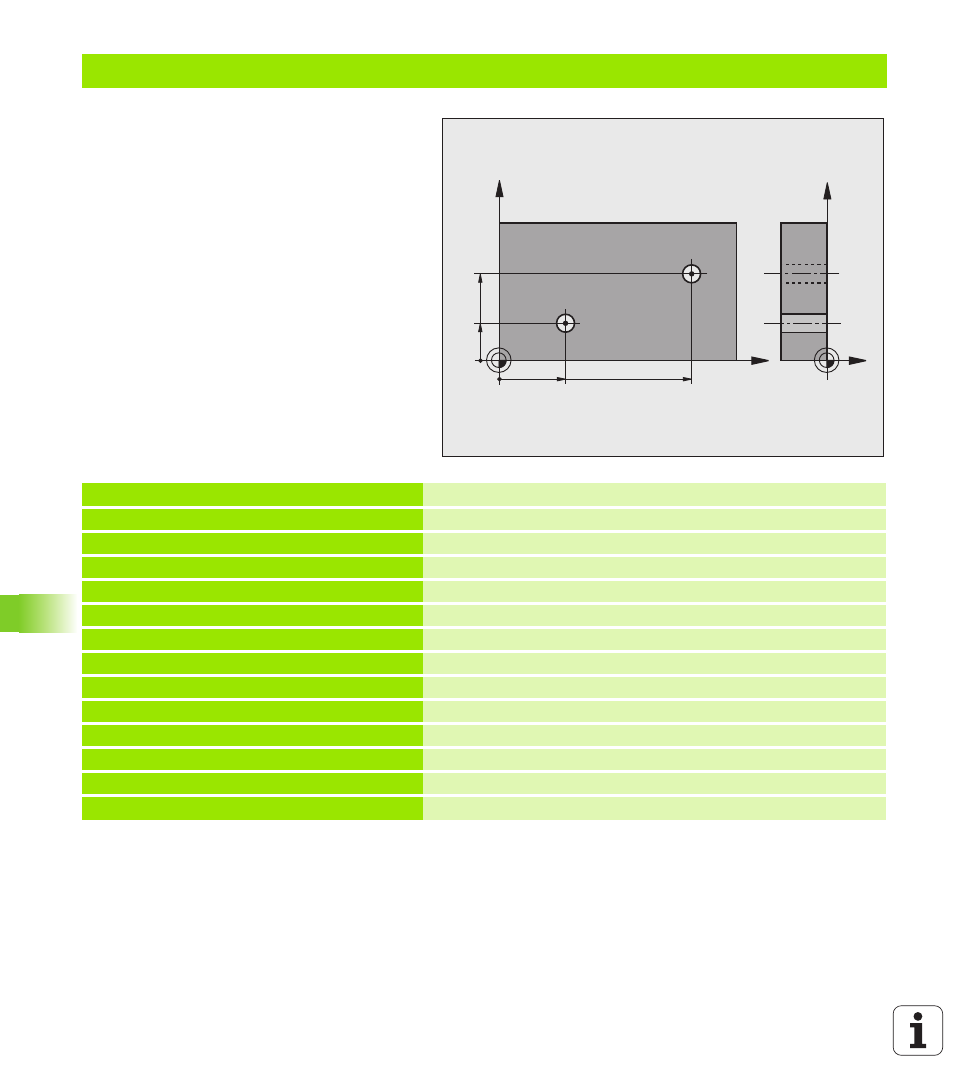
Beispiel: Grunddrehung über zwei Bohrungen bestimmen
0 BEGIN PGM CYC401 MM
1 TOOL CALL 69 Z
2 TCH PROBE 401 ROT 2 BOHRUNGEN
Q268=+25
;1. MITTE 1. ACHSE
Mittelpunkt der 1. Bohrung: X-Koordinate
Q269=+15
;1. MITTE 2. ACHSE
Mittelpunkt der 1. Bohrung: Y-Koordinate
Q270=+80
;2. MITTE 1. ACHSE
Mittelpunkt der 2. Bohrung: X-Koordinate
Q271=+35
;2. MITTE 2. ACHSE
Mittelpunkt der 2. Bohrung: Y-Koordinate
Q261=-5
;MESSHOEHE
Koordinate in der Tastsystem-Achse, auf der die Messung erfolgt
Q260=+20
;SICHERE HOEHE
Höhe, auf der das Tastsystem-Achse ohne Kollision verfahren kann
Q307=+0
;VOREINST. GRUNDDR.
Winkel der Bezugsgeraden
Q402=1
;AUSRICHTEN
Schieflage durch Rundtischdrehung kompensieren
Q337=1
;NULL SETZEN
Nach dem Ausrichten Anzeige abnullen
3 CALL PGM 35K47
Bearbeitungsprogramm aufrufen
4 END PGM CYC401 MM
X
Y
25
35
Z
Y
80
15