Zyklusparameter – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Benutzerhandbuch
Seite 424
424
Tastsystemzyklen: Werkstücke automatisch kontrollieren
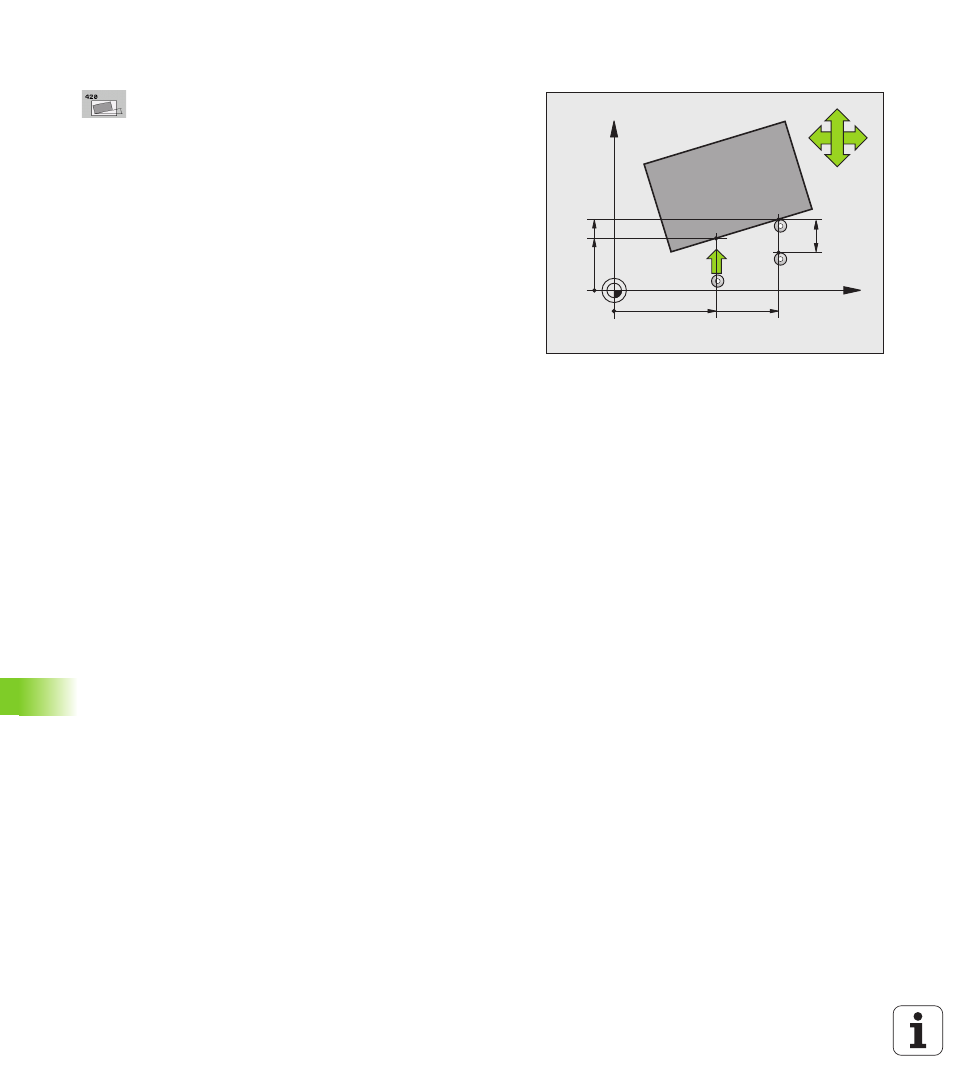
16.4 MESSEN WINKEL (Z
yklus 420, DIN/ISO:
G420)
Zyklusparameter
1. Messpunkt 1. Achse
Q263 (absolut): Koordinate
des ersten Antastpunktes in der Hauptachse der
Bearbeitungsebene. Eingabebereich -99999,9999 bis
99999,9999
1. Messpunkt 2. Achse
Q264 (absolut): Koordinate
des ersten Antastpunktes in der Nebenachse der
Bearbeitungsebene. Eingabebereich -99999,9999 bis
99999,9999
2. Messpunkt 1. Achse
Q265 (absolut): Koordinate
des zweiten Antastpunktes in der Hauptachse der
Bearbeitungsebene. Eingabebereich -99999,9999 bis
99999,9999
2. Messpunkt 2. Achse
Q266 (absolut): Koordinate
des zweiten Antastpunktes in der Nebenachse der
Bearbeitungsebene. Eingabebereich -99999,9999 bis
99999,9999
Messachse
Q272: Achse, in der die Messung erfolgen
soll:
1
: Hauptachse = Messachse
2
: Nebenachse = Messachse
3
: Tastsystem-Achse = Messachse
X
Y
Q266
Q264
Q263
Q272=1
Q265
Q272=2
+
+
Q267
MP6140
+
Q320