HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Benutzerhandbuch
Seite 410
410
Tastsystemzyklen: Bezugspunkte automatisch erfassen
15.13 BEZUGSPUNKT EINZELNE A
C
HSE (Zyklus 41
9, DIN/ISO:
G41
9
)
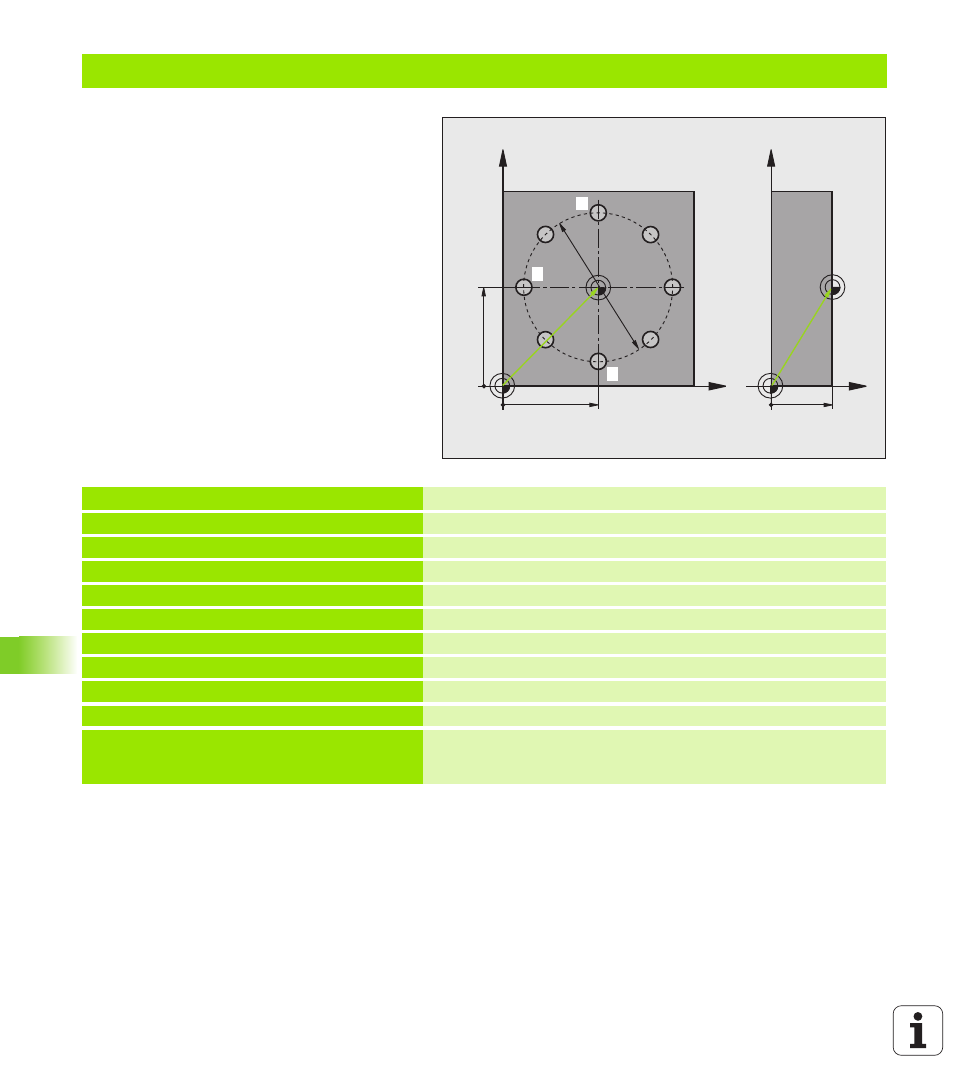
Beispiel: Bezugspunkt-Setzen Werkstück-Oberkante und Mitte Lochkreis
Der gemessene Lochkreis-Mittelpunkt soll zur
späteren Verwendung in eine Preset-Tabelle
geschrieben werden.
0 BEGIN PGM CYC416 MM
1 TOOL CALL 69 Z
Werkzeug 0 aufrufen zur Festlegung der Tastsystem-Achse
2 TCH PROBE 417 BZPKT TS.-ACHSE
Zyklus-Definition zum Bezugspunkt-Setzen in der Tastsystem-Achse
Q263=+7,5 ;1. PUNKT 1. ACHSE
Antastpunkt: X-Koordinate
Q264=+7,5 ;1. PUNKT 2. ACHSE
Antastpunkt: Y-Koordinate
Q294=+25
;1. PUNKT 3. ACHSE
Antastpunkt: Z-Koordinate
Q320=0
;SICHERHEITS-ABST.
Sicherheits-Abstand zusätzlich zu MP6140
Q260=+50
;SICHERE HOEHE
Höhe, auf der das Tastsystem-Achse ohne Kollision verfahren kann
Q305=1
;NR. IN TABELLE
Z-Koordinate in Zeile 1 schreiben
Q333=+0
;BEZUGSPUNKT
Tastsystemachse 0 setzen
Q303=+1
;MESSWERT-UEBERGABE
Berechneten Bezugspunkt bezogen auf das maschinenfeste
Koordinatensystem (REF-System) in der Preset-Tabelle PRESET.PR
speichern
X
Y
35
35
50
Z
Y
20
1
2
3