6 gravieren (zyklus 225, din/iso: g225), Zyklusablauf, Beim programmmiern beachten – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Benutzerhandbuch
Seite 319: Siehe „gravieren, Zyklus 225, din/iso: g225)” auf seite 319), Siehe „gravieren (zyklus 225, Din/iso: g225)” auf seite 319), Zyklusablauf beim programmmiern beachten, Seite 319
HEIDENHAIN iTNC 530
319
12.6 GRA
V
IEREN (Zyklus 225, DIN/ISO:
G225)
12.6 GRAVIEREN (Zyklus 225,
DIN/ISO: G225)
Zyklusablauf
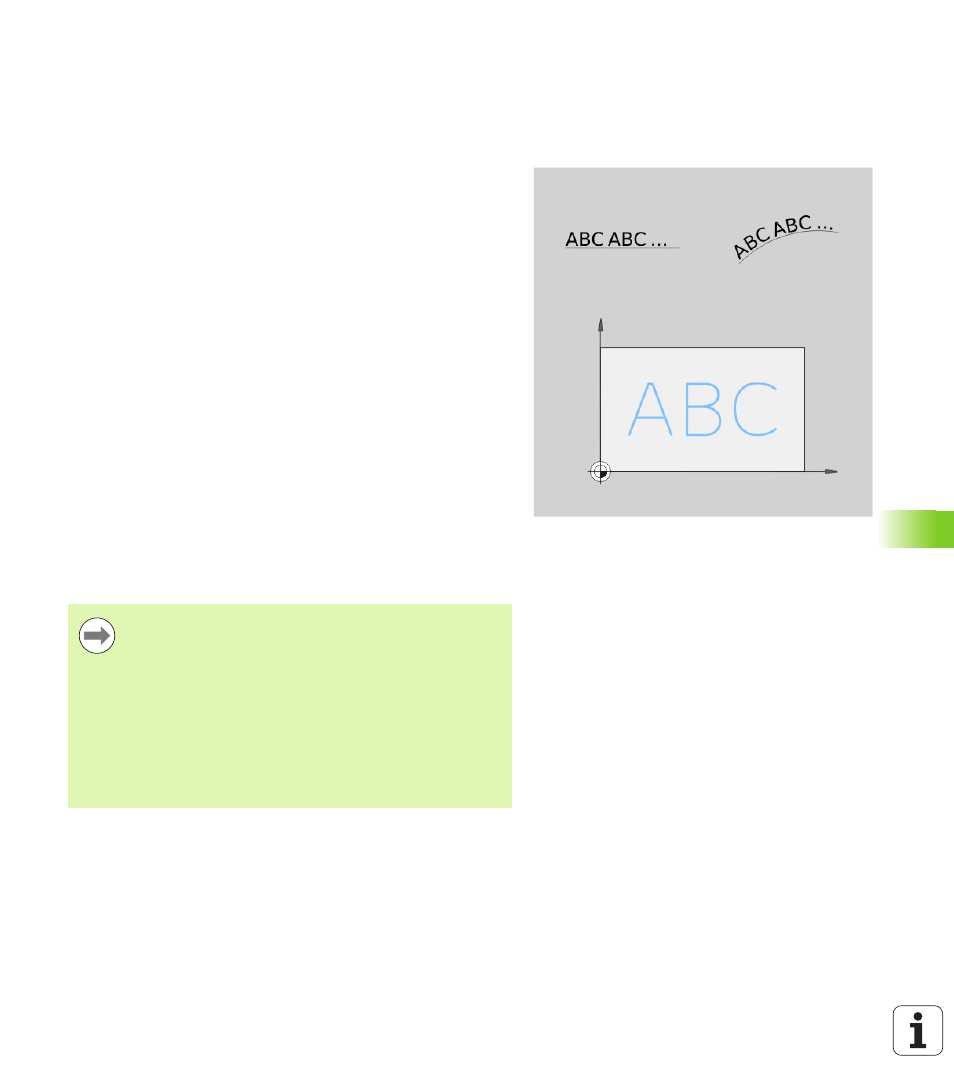
Mit diesem Zyklus lassen sich Texte auf eine ebene Fläche des
Werkstücks gravieren. Die Texte lassen sich entlang einer Geraden
oder auf einem Kreisbogen anordnen.
1
Die TNC positioniert in der Bearbeitungsebene zum Startpunkt des
ersten Zeichens.
2
Das Werkzeug taucht senkrecht auf den Graviergrund und fräst
das Zeichen. Erforderliche Abhebebewegungen zwischen den
Zeichen führt die TNC auf Sicherheits-Abstand aus. Am Ende des
Zeichens steht das Werkzeug auf Sicherheits-Abstand über der
Oberfläche.
3
Dieser Vorgang wiederholt sich für alle zu gravierenden Zeichen.
4
Abschließend positioniert die TNC das Werkzeug auf den
2. Sicherheits-Abstand.
Beim Programmmiern beachten!
Das Vorzeichen des Zyklusparameters Tiefe legt die
Arbeitsrichtung fest.
Wenn Sie den Text auf einer Gerade gravieren (Q516=0),
dann bestimmt die Werkzeugposition beim Zyklusaufruf
den Startpunkt des ersten Zeichens.
Wenn Sie den Text auf einem Kreis gravieren (Q516=1),
dann bestimmt die Werkzeugposition beim Zyklusaufruf
den Mittelpunkt des Kreises.
Den Graviertext können Sie auch per String-Variable (QS)
übergeben.