5 grundlagen zum gewindefräsen, Voraussetzungen – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Benutzerhandbuch
Seite 115
HEIDENHAIN iTNC 530
115
4.5 Gr
undlag
en zum Gewindefräsen
4.5 Grundlagen zum
Gewindefräsen
Voraussetzungen
Die Maschine sollte mit einer Spindelinnenkühlung
(Kühlschmiermittel min. 30 bar, Druckluft min. 6 bar) ausgerüstet
sein
Da beim Gewindefräsen in der Regel Verzerrungen am
Gewindeprofil entstehen, sind in der Regel werkzeugspezifische
Korrekturen erforderlich, die Sie aus dem Werkzeugkatalog
entnehmen oder bei Ihrem Werkzeughersteller erfragen können.
Die Korrektur erfolgt beim TOOL CALL über den Delta-Radius DR
Die Zyklen 262, 263, 264 und 267 sind nur mit rechtsdrehenden
Werkzeugen verwendbar. Für den Zyklus 265 können Sie rechts-
und linksdrehende Werkzeuge einsetzen
Die Arbeitsrichtung ergibt sich aus folgenden Eingabeparametern:
Vorzeichen der Gewindesteigung Q239 (+ = Rechtsgewinde /– =
Linksgewinde) und Fräsart Q351 (+1 = Gleichlauf /–1 = Gegenlauf).
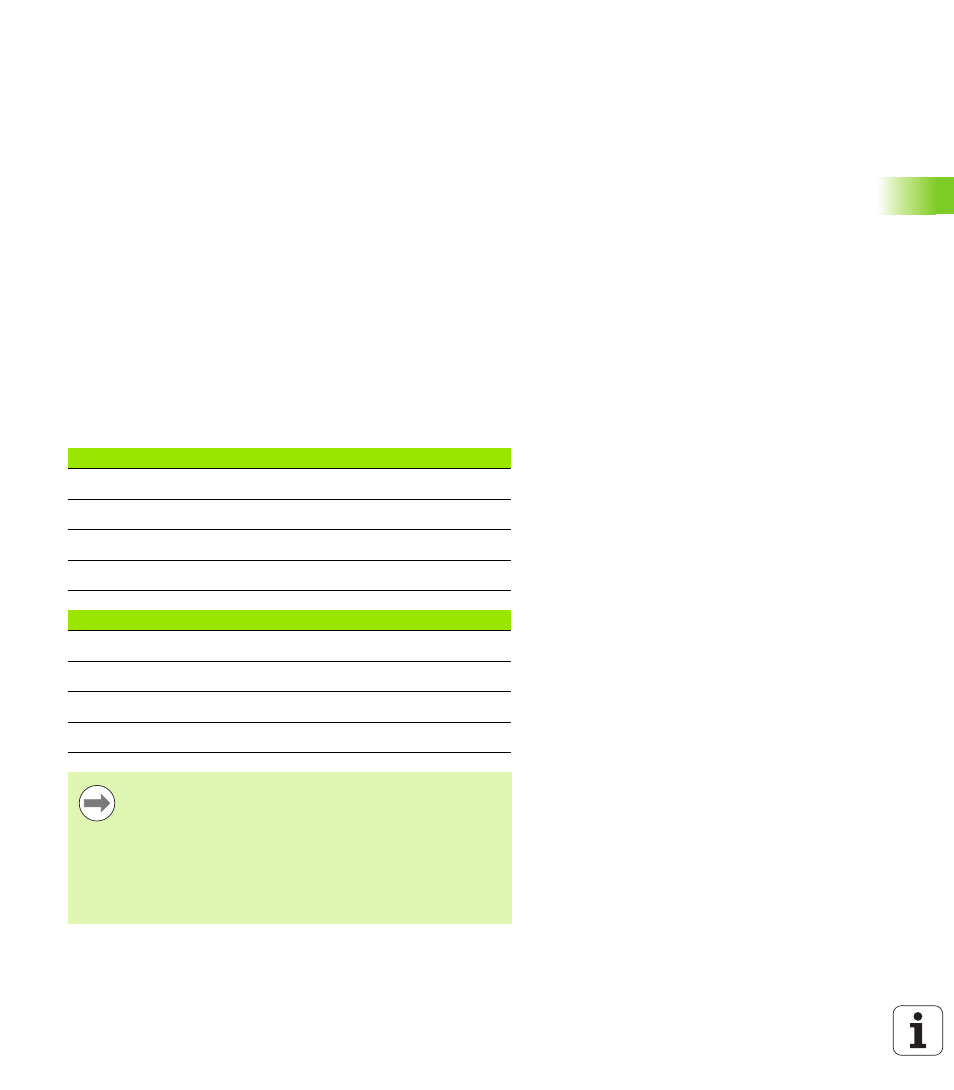
Anhand nachfolgender Tabelle sehen sie die Beziehung zwischen
den Eingabeparametern bei rechtsdrehenden Werkzeugen.
Innengewinde
Steigung
Fräsart
Arbeitsrichtung
rechtsgängig
+
+1(RL)
Z+
linksgängig
–
–1(RR)
Z+
rechtsgängig
+
–1(RR)
Z–
linksgängig
–
+1(RL)
Z–
Außengewinde
Steigung
Fräsart
Arbeitsrichtung
rechtsgängig
+
+1(RL)
Z–
linksgängig
–
–1(RR)
Z–
rechtsgängig
+
–1(RR)
Z+
linksgängig
–
+1(RL)
Z+
Die TNC bezieht den programmierten Vorschub beim
Gewindefräsen auf die Werkzeug-Schneide. Da die TNC
aber den Vorschub bezogen auf die Mittelpunktsbahn
anzeigt, stimmt der angezeigte Wert nicht mit dem
programmierten Wert überein.
Der Umlaufsinn des Gewindes ändert sich, wenn Sie
einen Gewindefräszyklus in Verbindung mit Zyklus 8
SPIEGELN in nur einer Achse abarbeiten.