Zyklusparameter – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Benutzerhandbuch
Seite 122
122
Bearbeitungszyklen: Gewindebohren / Gewindefräsen
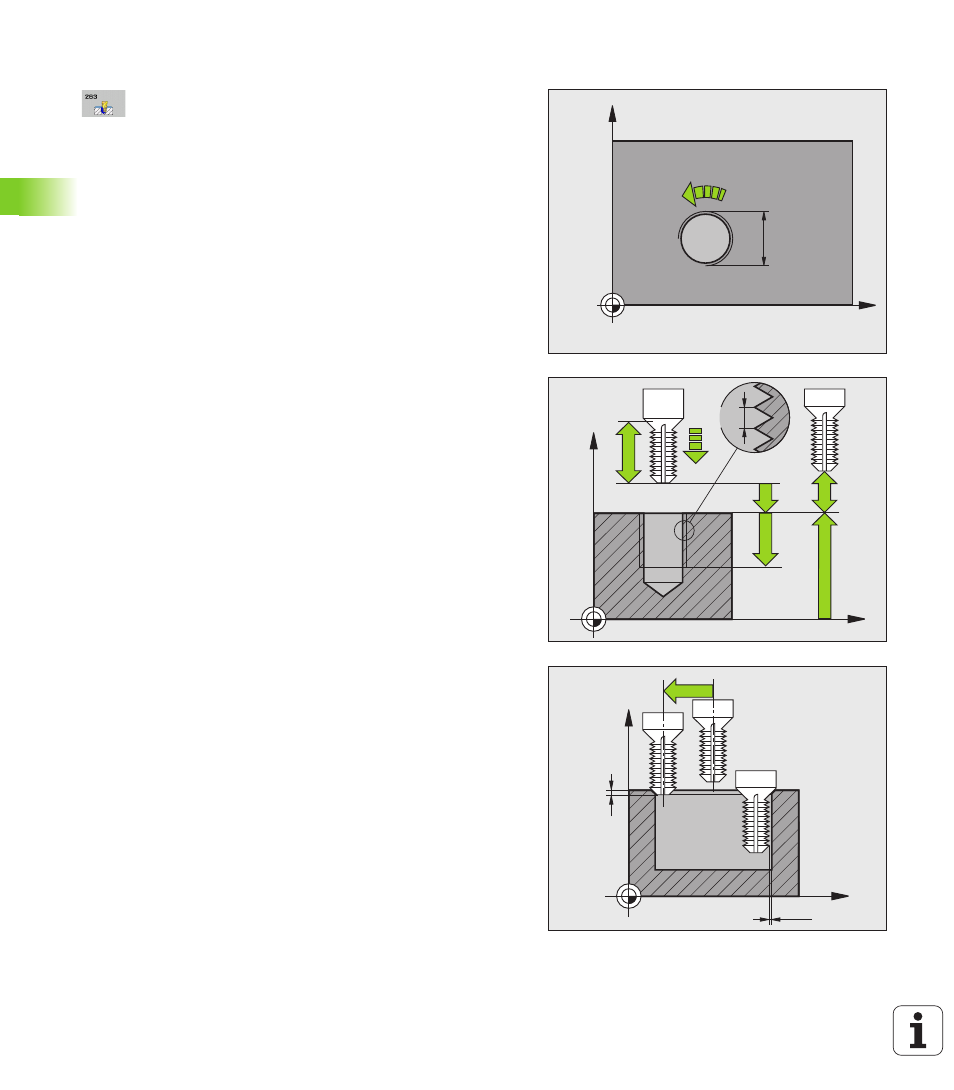
4.7 SENKGEWINDEFRAESEN
(Zyklus 263, DIN/ISO:
G263)
Zyklusparameter
Soll-Durchmesser
Q335: Gewindenenndurchmesser.
Eingabebereich 0 bis 99999,9999
Gewindesteigung
Q239: Steigung des Gewindes. Das
Vorzeichen legt Rechts- oder Linksgewinde fest:
+
= Rechtsgewinde
–
= Linksgewinde
Eingabebereich -99,9999 bis 99,9999
Gewindetiefe
Q201 (inkremental): Abstand zwischen
Werkstück-Oberfläche und Gewindegrund.
Eingabebereich -99999,9999 bis 99999,9999
Senktiefe
Q356: (inkremental): Abstand zwischen
Werkstück-Oberfläche und Werkzeugspitze.
Eingabebereich -99999,9999 bis 99999,9999
Vorschub Vorpositionieren
Q253:
Verfahrgeschwindigkeit des Werkzeugs beim
Eintauchen in das Werkstück bzw. beim
Herausfahren aus dem Werkstück in mm/min.
Eingabebereich 0 bis 99999,999 alternativ FMAX,
FAUTO
, PREDEF
Fräsart
Q351: Art der Fräsbearbeitung bei M3
+1
= Gleichlauffräsen
–1
= Gegenlauffräsen
alternativ PREDEF
Sicherheits-Abstand
Q200 (inkremental): Abstand
zwischen Werkzeugspitze und Werkstück-
Oberfläche. Eingabebereich 0 bis 99999,9999
alternativ PREDEF
Sicherheits-Abstand Seite
Q357 (inkremental):
Abstand zwischen Werkzeugschneide und
Bohrungswand. Eingabebereich 0 bis 99999,9999
Tiefe Stirnseitig
Q358 (inkremental): Abstand
zwischen Werkstück-Oberfläche und
Werkzeugspitze beim stirnseitigen Senkvorgang.
Eingabebereich -99999,9999 bis 99999,9999
Versatz Senken Stirnseite
Q359 (inkremental):
Abstand um den die TNC die Werkzeugmitte aus der
Bohrungsmitte versetzt. Eingabebereich 0 bis
99999,9999
X
Y
Q207
Q335
X
Z
Q203
Q239
Q201
Q204
Q200
Q253
Q356
X
Z
Q359
Q357
Q358