Zyklusparameter – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Benutzerhandbuch
Seite 89
HEIDENHAIN iTNC 530
89
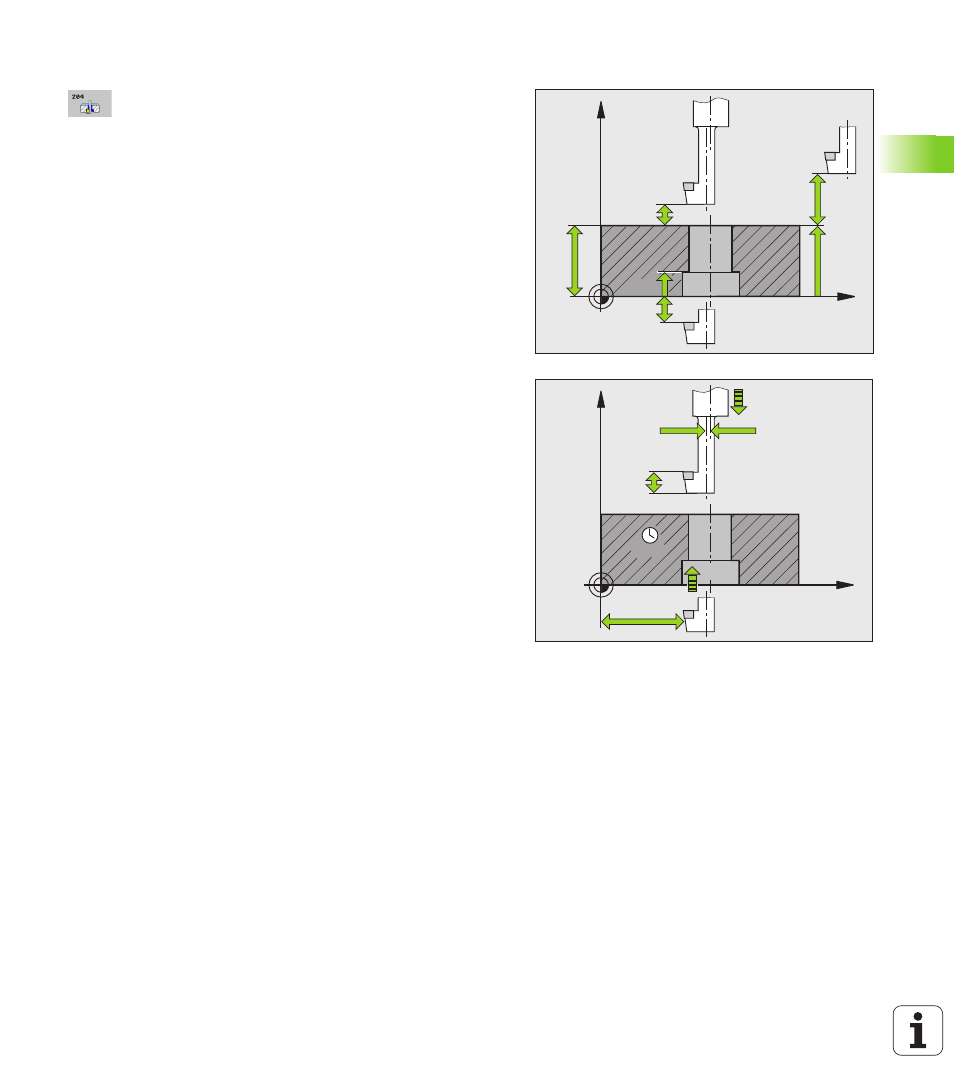
3.7 RUECKW
AER
T
S-SENKEN (Zyklus
204, DIN/ISO:
G204)
Zyklusparameter
Sicherheits-Abstand
Q200 (inkremental): Abstand
Werkzeugspitze – Werkstück-Oberfläche.
Eingabebereich 0 bis 99999,9999 alternativ PREDEF
Tiefe Senkung
Q249 (inkremental): Abstand
Werkstück-Unterkante – Senkungsgrund. Positives
Vorzeichen stellt die Senkung in positiver Richtung
der Spindelachse her. Eingabebereich -99999,9999
bis 99999,9999
Materialstärke
Q250 (inkremental): Dicke des
Werkstücks. Eingabebereich 0,0001 bis 99999,9999
Exzentermaß
Q251 (inkremental): Exzentermaß der
Bohrstange; aus Werkzeug-Datenblatt entnehmen.
Eingabebereich 0,0001 bis 99999,9999
Schneidenhöhe
Q252 (inkremental): Abstand
Unterkante Bohrstange – Hauptschneide; aus
Werkzeug-Datenblatt entnehmen. Eingabebereich
0,0001 bis 99999,9999
Vorschub Vorpositionieren
Q253:
Verfahrgeschwindigkeit des Werkzeugs beim
Eintauchen in das Werkstück bzw. beim
Herausfahren aus dem Werkstück in mm/min.
Eingabebereich 0 bis 99999,999 alternativ FMAX,
FAUTO
, PREDEF
Vorschub Senken
Q254: Verfahrgeschwindigkeit des
Werkzeugs beim Senken in mm/min. Eingabebereich
0 bis 99999,999 alternativ FAUTO, FU
Verweilzeit
Q255: Verweilzeit in Sekunden am
Senkungsgrund. Eingabebereich 0 bis 3600,000
X
Z
Q250
Q203
Q204
Q249
Q200
Q200
X
Z
Q255
Q254
Q214
Q252
Q253
Q251