Zyklusparameter, 9 bohrfraesen (zyklus 208) – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Benutzerhandbuch
Seite 97
HEIDENHAIN iTNC 530
97
3.9 BOHRFRAESEN (Zyklus
208)
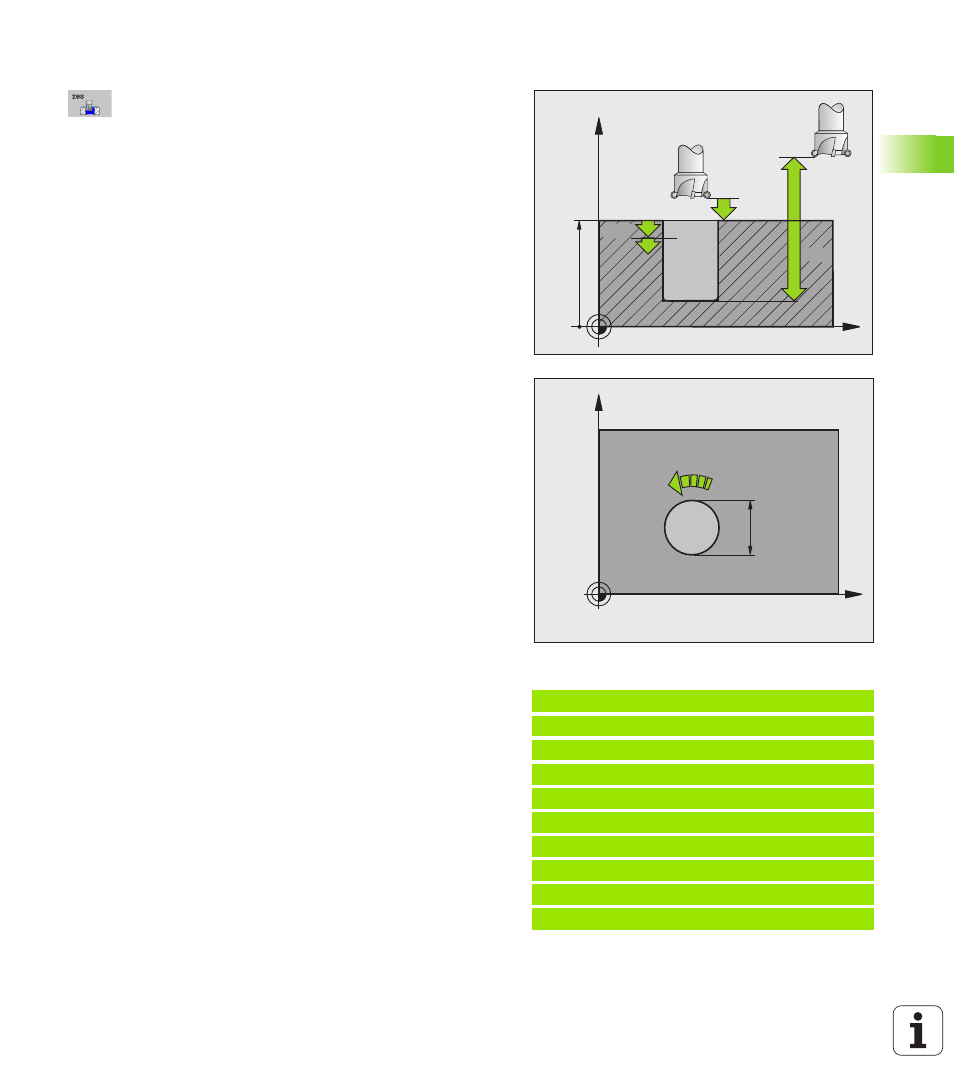
Zyklusparameter
Sicherheits-Abstand
Q200 (inkremental): Abstand
Werkzeug-Unterkante – Werkstück-Oberfläche.
Eingabebereich 0 bis 99999,9999 alternativ PREDEF
Tiefe
Q201 (inkremental): Abstand Werkstück-
Oberfläche – Bohrungsgrund. Eingabebereich
-99999,9999 bis 99999,9999
Vorschub Tiefenzustellung
Q206:
Verfahrgeschwindigkeit des Werkzeugs beim Bohren
auf der Schraubenlinie in mm/min. Eingabebereich 0
bis 99999,999 alternativ FAUTO, FU, FZ
Zustellung pro Schraubenlinie
Q334 (inkremental):
Maß, um welches das Werkzeug auf einer
Schraubenlinie (=360°) jeweils zugestellt wird.
Eingabebereich 0 bis 99999,9999
Koord. Werkstück-Oberfläche
Q203 (absolut):
Koordinate Werkstück-Oberfläche. Eingabebereich
-99999,9999 bis 99999,9999
2. Sicherheits-Abstand
Q204 (inkremental):
Koordinate Spindelachse, in der keine Kollision
zwischen Werkzeug und Werkstück (Spannmittel)
erfolgen kann. Eingabebereich 0 bis 99999,9999
alternativ PREDEF
Soll-Durchmesser
Q335 (absolut): Bohrungs-
Durchmesser. Wenn Sie den Soll-Durchmesser
gleich dem Werkzeug-Durchmesser eingeben, dann
bohrt die TNC ohne Schraubenlinien-Interpolation
direkt auf die eingegebene Tiefe. Eingabebereich
0 bis 99999,9999
Vorgebohrter Durchmesser
Q342 (absolut): Sobald Sie
in Q342 einen Wert größer 0 eingeben, führt die TNC
keine Überprüfung bzgl. des Durchmesser-
Verhältnisses Soll- zu Werkzeug-Durchmesser mehr
durch. Dadurch können Sie Bohrungen ausfräsen,
deren Durchmesser mehr als doppelt so groß sind
wie der Werkzeug-Durchmesser. Eingabebereich
0 bis 99999,9999
Fräsart
Q351: Art der Fräsbearbeitung bei M3
+1
= Gleichlauffräsen
–1
= Gegenlauffräsen
PREDEF
= Standardwert aus GLOBAL DEF verwenden
Beispiel: NC-Sätze
12 CYCL DEF 208 BOHRFRAESEN
Q200=2
;SICHERHEITS-ABST.
Q201=-80
;TIEFE
Q206=150
;VORSCHUB TIEFENZ.
Q334=1.5
;ZUSTELL-TIEFE
Q203=+100 ;KOOR. OBERFLAECHE
Q204=50
;2. SICHERHEITS-ABST.
Q335=25
;SOLL-DURCHMESSER
Q342=0
;VORGEB. DURCHMESSER
Q351=+1
;FRAESART
X
Z
Q200
Q201
Q203
Q204
Q334
X
Y
Q206
Q335