13 pr ogr a mmierbeispiele, Beispiel: kontur-zug – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Benutzerhandbuch
Seite 224
Advertising
224
Bearbeitungszyklen: Konturtasche, Konturzüge
7.
13 Pr
ogr
a
mmierbeispiele
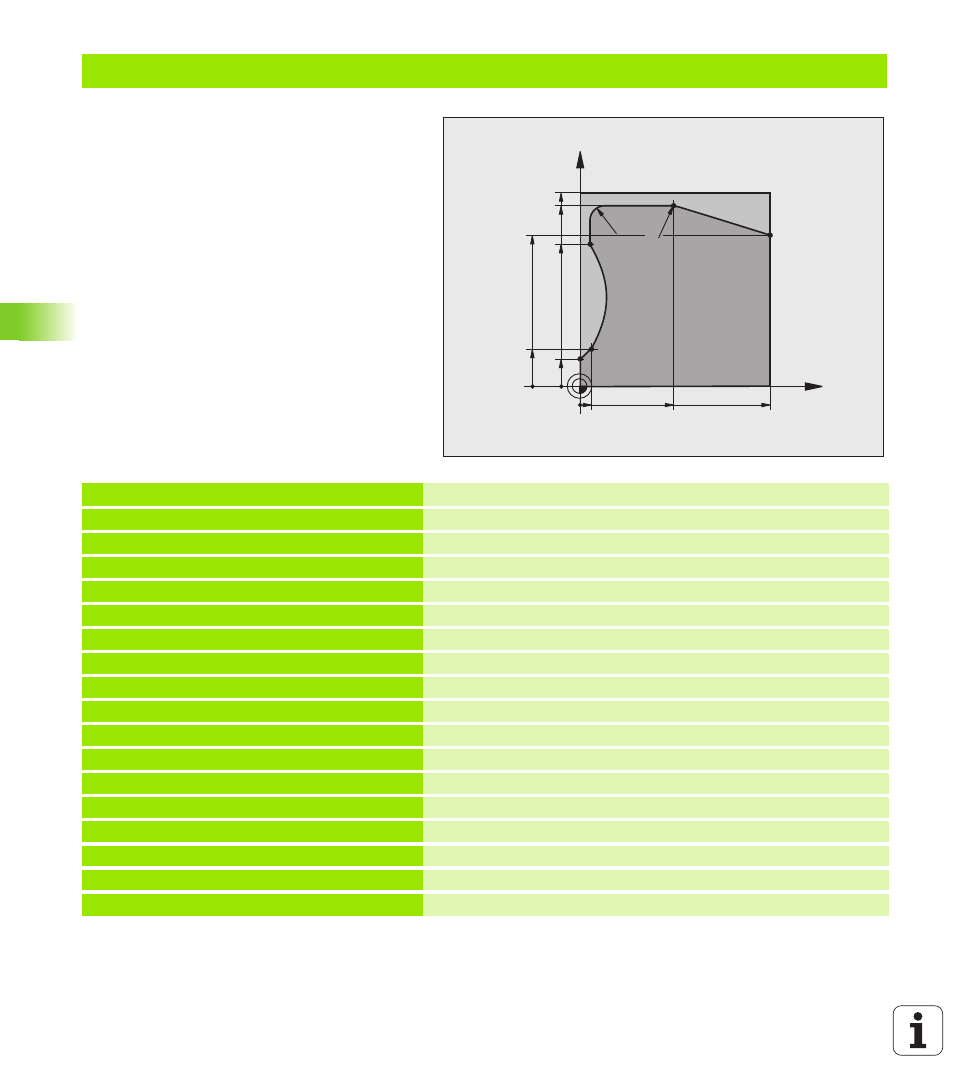
Beispiel: Kontur-Zug
0 BEGIN PGM C25 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
Rohteil-Definition
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 1 Z S2000
Werkzeug-Aufruf , Durchmesser 20
4 L Z+250 R0 FMAX
Werkzeug freifahren
5 CYCL DEF 14.0 KONTUR
Kontur-Unterprogramm festlegen
6 CYCL DEF 14.1 KONTURLABEL 1
7 CYCL DEF 25 KONTUR-ZUG
Bearbeitungs-Parameter festlegen
Q1=-20
;FRAESTIEFE
Q3=+0
;AUFMASS SEITE
Q5=+0
;KOOR. OBERFLAECHE
Q7=+250
;SICHERE HOEHE
Q10=5
;ZUSTELL-TIEFE
Q11=100
;VORSCHUB TIEFENZ.
Q12=200
;VORSCHUB FRAESEN
Q15=+1
;FRAESART
8 CYCL CALL M3
Zyklus-Aufruf
9 L Z+250 R0 FMAX M2
Werkzeug freifahren, Programm-Ende
X
Y
5
20
100
100
80
50
95
75
15
R7
,5
R7
,5
Advertising