Beim programmieren beachten, Zyklusparameter, Beim programmieren beachten! zyklusparameter – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Benutzerhandbuch
Seite 273
HEIDENHAIN iTNC 530
273
1
0
.5 PLANFRAESEN (Zyklus 232, DIN/ISO:
G232)
Beim Programmieren beachten!
Zyklusparameter
Bearbeitungsstrategie (0/1/2)
Q389: Festlegen,
wie die TNC die Fläche bearbeiten soll:
0
: Mäanderförmig bearbeiten, seitliche Zustellung im
Positionier-Vorschub ausserhalb der zu
bearbeitenden Fläche
1
: Mäanderförmig bearbeiten, seitliche Zustellung im
Fräsvorschub innerhalb der zu bearbeitenden Fläche
2
: Zeilenweise bearbeiten, Rückzug und seitliche
Zustellung im Positionier-Vorschub
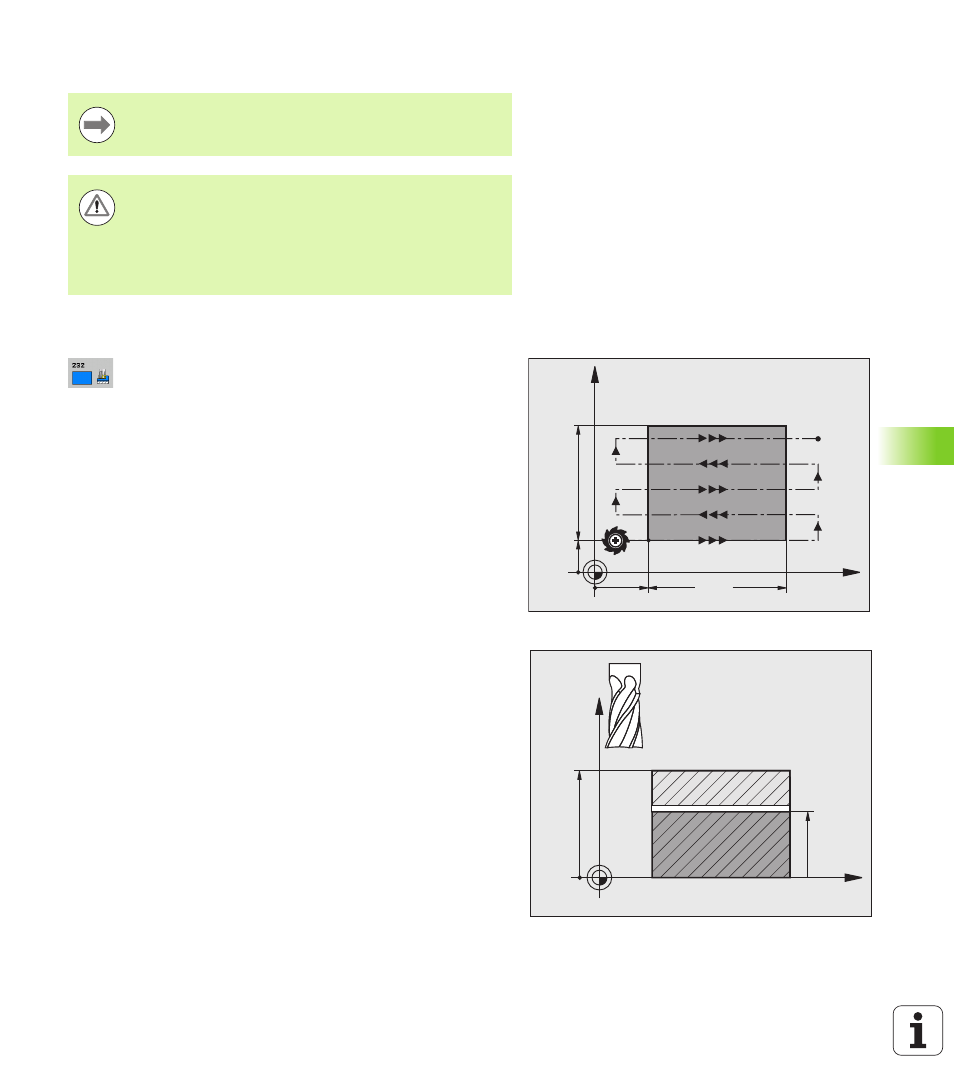
Startpunkt 1. Achse
Q225 (absolut): Startpunkt-
Koordinate der zu bearbeitenden Fläche in der
Hauptachse der Bearbeitungsebene. Eingabebereich
-99999,9999 bis 99999,9999
Startpunkt 2. Achse
Q226 (absolut): Startpunkt-
Koordinate der abzuzeilenden Fläche in der
Nebenachse der Bearbeitungsebene. Eingabebereich
-99999,9999 bis 99999,9999
Startpunkt 3. Achse
Q227 (absolut): Koordinate
Werkstück-Oberfläche, von der aus die Zustellungen
berechnet werden. Eingabebereich -99999,9999 bis
99999,9999
Endpunkt 3. Achse
Q386 (absolut): Koordinate in der
Spindelachse, auf die die Fläche plangefräst werden
soll. Eingabebereich -99999,9999 bis 99999,9999
Den 2. Sicherheits-Abstand Q204 so eingeben, dass keine
Kollision mit dem Werkstück oder Spannmitteln erfolgen
kann.
Achtung Kollisionsgefahr!
Mit Maschinen-Parameter 7441 Bit 0 stellen Sie ein, ob die
TNC eine Fehlermeldung ausgeben soll (Bit 0=0) oder
nicht (Bit 0=1), wenn beim Zyklus-Aufruf die Spindel nicht
läuft. Die Funktion muss auch von Ihrem
Maschinenhersteller angepasst sein.
X
Y
Q226
Q225
Q21
9
Q218
X
Z
Q227
Q386