Beim programmieren beachten, Zyklusparameter, Beim programmieren beachten! zyklusparameter – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Benutzerhandbuch
Seite 364
364
Tastsystemzyklen: Bezugspunkte automatisch erfassen
15.2 BEZUGSPUNKT MIT
TE NUT (Zyklus
408, DIN/ISO:
G408, FCL 3-F
u
nktion)
Beim Programmieren beachten!
Zyklusparameter
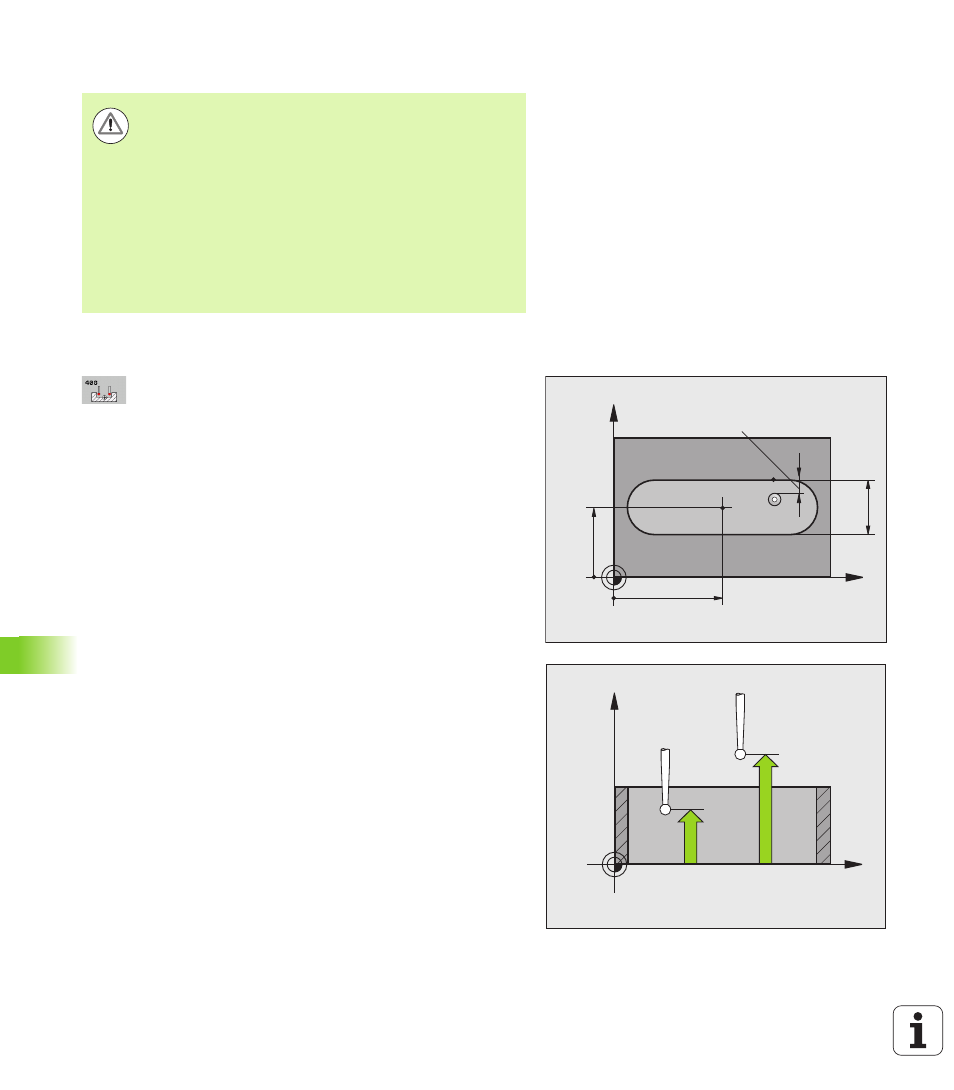
Mitte 1. Achse
Q321 (absolut): Mitte der Nut in der
Hauptachse der Bearbeitungsebene. Eingabebereich
-99999,9999 bis 99999,9999
Mitte 2. Achse
Q322 (absolut): Mitte der Nut in der
Nebenachse der Bearbeitungsebene. Eingabebereich
-99999,9999 bis 99999,9999
Breite der Nut
Q311 (inkremental): Breite der Nut
unabhängig von der Lage in der Bearbeitungsebene.
Eingabebereich 0 bis 99999,9999
Messachse (1=1.Achse/2=2.Achse)
Q272: Achse, in
der die Messung erfolgen soll:
1
: Hauptachse = Messachse
2
: Nebenachse = Messachse
Messhöhe in der Tastsystemachse
Q261 (absolut):
Koordinate des Kugelzentrums (=Berührpunkt) in der
Tastsystem-Achse, auf der die Messung erfolgen
soll. Eingabebereich -99999,9999 bis 99999,9999
Sicherheits-Abstand
Q320 (inkremental):
Zusätzlicher Abstand zwischen Messpunkt und
Tastsystemkugel. Q320 wirkt additiv zu MP6140.
Eingabebereich 0 bis 99999,9999 alternativ PREDEF
Sichere Höhe
Q260 (absolut): Koordinate in der
Tastsystem-Achse, in der keine Kollision zwischen
Tastsystem und Werkstück (Spannmittel) erfolgen
kann. Eingabebereich -99999,9999 bis 99999,9999
alternativ PREDEF
Achtung Kollisionsgefahr!
Um eine Kollision zwischen Tastsystem und Werkstück zu
vermeiden, geben Sie die Nutbreite eher zu klein ein.
Wenn die Nutbreite und der Sicherheits-Abstand eine
Vorpositionierung in die Nähe der Antastpunkte nicht
erlauben, tastet die TNC immer ausgehend von der
Nutmitte an. Zwischen den zwei Messpunkten fährt das
Tastsystem dann nicht auf die Sichere Höhe.
Vor der Zyklus-Definition müssen Sie einen Werkzeug-
Aufruf zur Definition der Tastsystem-Achse programmiert
haben.
X
Y
Q322
Q321
Q31
1
MP6140
+
Q320
X
Z
Q261
Q260