Zyklusparameter – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Benutzerhandbuch
Seite 344
344
Tastsystemzyklen: Werkstückschieflagen automatisch ermitteln
14.3 GRUNDDREHUNG über zw
ei Bohr
ung
en (Zyklus 40
1, DIN/ISO:
G40
1
)
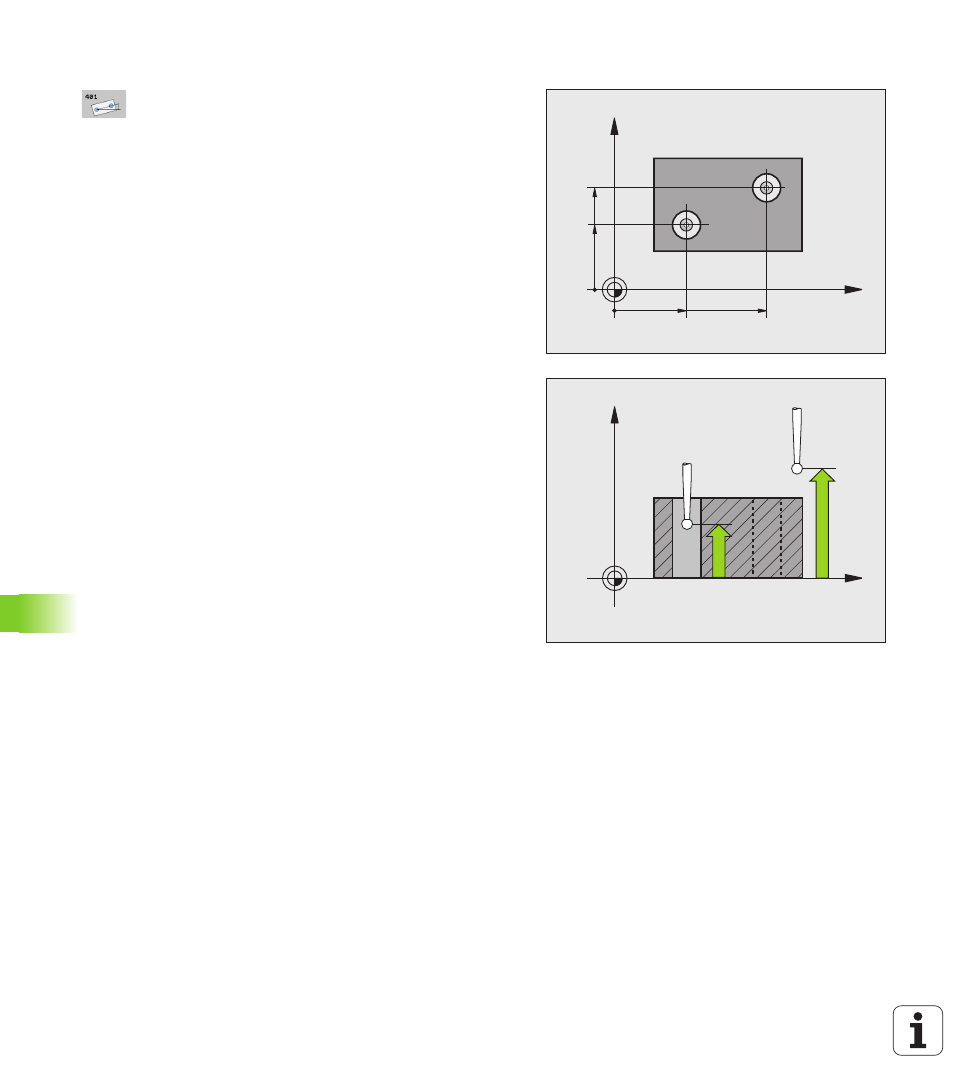
Zyklusparameter
1. Bohrung: Mitte 1. Achse
Q268 (absolut):
Mittelpunkt der ersten Bohrung in der Hauptachse
der Bearbeitungsebene. Eingabebereich -99999,9999
bis 99999,9999
1. Bohrung: Mitte 2. Achse
Q269 (absolut):
Mittelpunkt der ersten Bohrung in der Nebenachse
der Bearbeitungsebene. Eingabebereich -99999,9999
bis 99999,9999
2. Bohrung: Mitte 1. Achse
Q270 (absolut):
Mittelpunkt der zweiten Bohrung in der Hauptachse
der Bearbeitungsebene. Eingabebereich -99999,9999
bis 99999,9999
2. Bohrung: Mitte 2. Achse
Q271 (absolut):
Mittelpunkt der zweiten Bohrung in der Nebenachse
der Bearbeitungsebene. Eingabebereich -99999,9999
bis 99999,9999
Messhöhe in der Tastsystem-Achse
Q261 (absolut):
Koordinate des Kugelzentrums (=Berührpunkt) in der
Tastsystem-Achse, auf der die Messung erfolgen
soll. Eingabebereich -99999,9999 bis 99999,9999
Sichere Höhe
Q260 (absolut): Koordinate in der
Tastsystem-Achse, in der keine Kollision zwischen
Tastsystem und Werkstück (Spannmittel) erfolgen
kann. Eingabebereich -99999,9999 bis 99999,9999
alternativ PREDEF
Voreinstellung Grunddrehung
Q307 (absolut): Wenn
sich die zu messende Schieflage nicht auf die
Hauptachse, sondern auf eine beliebige Gerade
beziehen soll, Winkel der Bezugsgeraden eingeben.
Die TNC ermittelt dann für die Grunddrehung die
Differenz aus dem gemessenen Wert und dem
Winkel der Bezugsgeraden. Eingabebereich -360,000
bis 360,000
X
Y
Q271
Q269
Q268
Q270
X
Z
Q261
Q260