1 allgemeines zu den tastsystemzyklen, Funktionsweise – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Benutzerhandbuch
Seite 330
330
Mit Tastsystemzyklen arbeiten
13.1 Allg
emeines zu den T
a
stsyst
emzyklen
13.1 Allgemeines zu den
Tastsystemzyklen
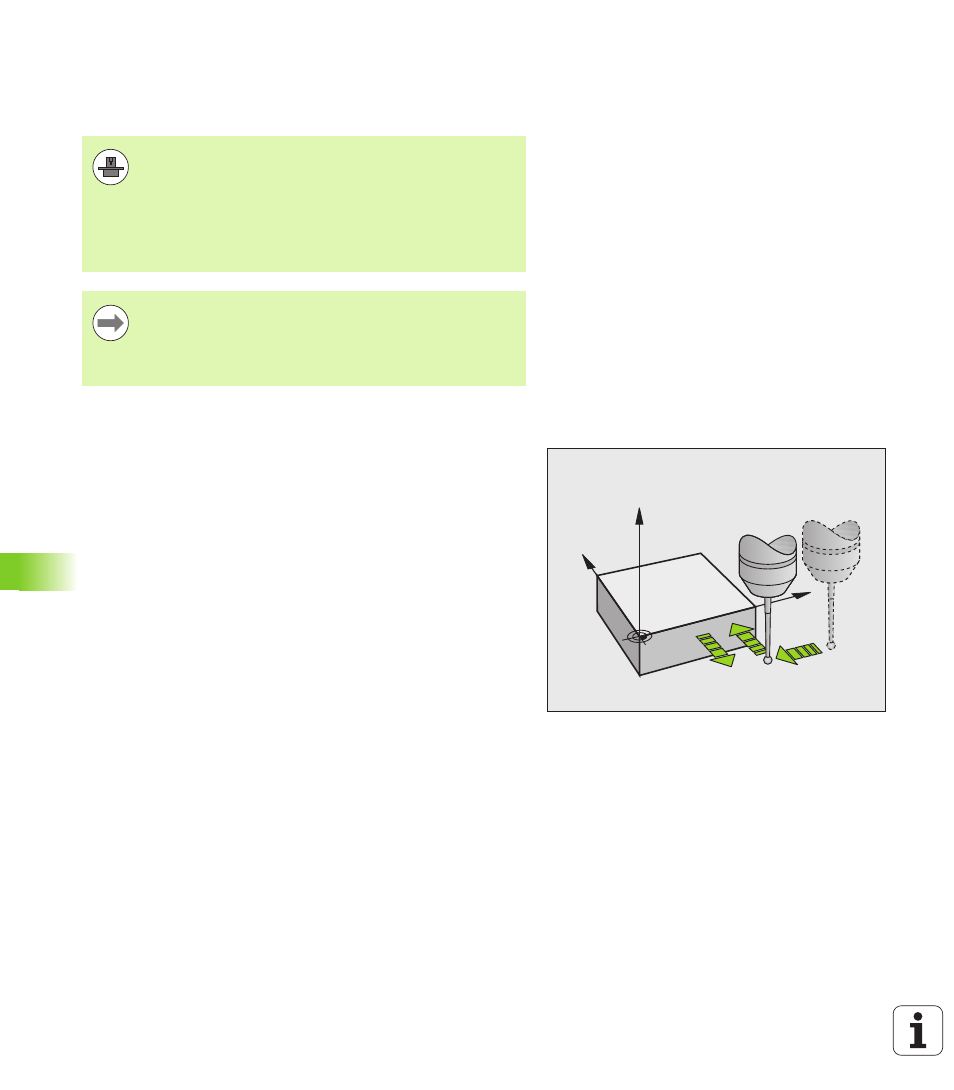
Funktionsweise
Wenn die TNC einen Tastsystem-Zyklus abarbeitet, fährt das 3D-
Tastsystem achsparallel auf das Werkstück zu (auch bei aktiver
Grunddrehung und bei geschwenkter Bearbeitungsebene). Der
Maschinenhersteller legt den Antast-Vorschub in einem Maschinen-
Parameter fest (siehe „Bevor Sie mit Tastsystemzyklen arbeiten“
weiter hinten in diesem Kapitel).
Wenn der Taststift das Werkstück berührt,
sendet das 3D-Tastsystem ein Signal an die TNC: Die Koordinaten
der angetasteten Position werden gespeichert
stoppt das 3D-Tastsystem und
fährt im Eilvorschub auf die Startposition des Antastvorgangs zurück
Wird innerhalb eines festgelegten Wegs der Taststift nicht
ausgelenkt, gibt die TNC eine entsprechende Fehlermeldung aus
(Weg: MP6130).
Die TNC muss vom Maschinenhersteller für den Einsatz
von 3D-Tastsystemen vorbereitet sein.
Maschinenhandbuch beachten.
Beachten Sie, dass HEIDENHAIN grundsätzlich nur dann
die Gewährleistung für die Funktion der Tastsystem-
Zyklen übernimmt, wenn Sie HEIDENHAIN Tastsysteme
verwenden!
Wenn Sie Messungen während des Programmlaufs
durchführen, dann achten Sie darauf, dass die Werkzeug-
Daten (Länge, Radius) entweder aus den kalibrierten
Daten oder aus dem letzten TOOL CALL-Satz verwendet
werden können (Auswahl über MP7411).
Y
X
Z
F
F MAX
F