HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Benutzerhandbuch
Seite 82
82
Bearbeitungszyklen: Bohren
3.5 A
U
SDREHEN (Zyklus
202, DIN/ISO:
G202)
Freifahr-Richtung (0/1/2/3/4)
Q214: Richtung
festlegen, in der die TNC das Werkzeug am
Bohrungsgrund freifährt (nach der Spindel-
Orientierung)
Winkel für Spindel-Orientierung
Q336 (absolut):
Winkel, auf den die TNC das Werkzeug vor dem
Freifahren positioniert. Eingabebereich -360,000 bis
360,000
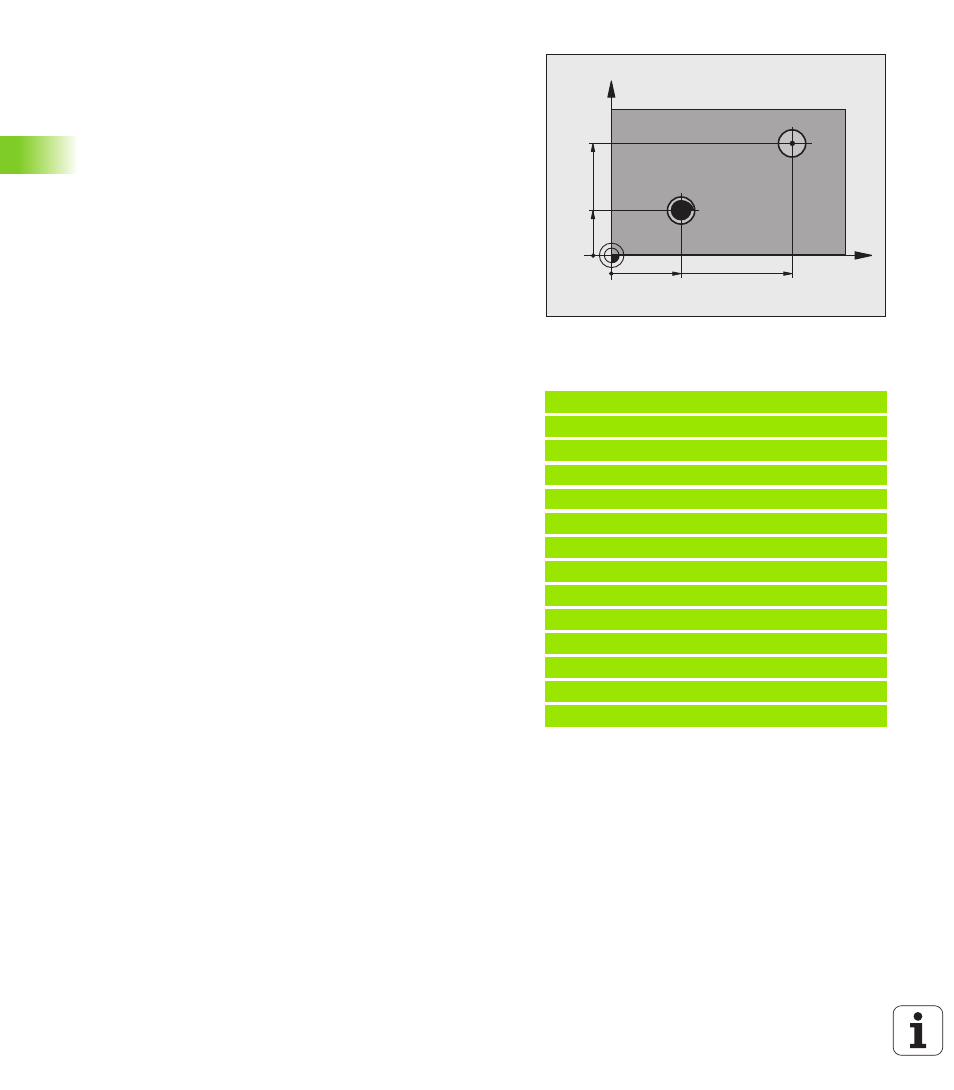
Beispiel:
10 L Z+100 R0 FMAX
11 CYCL DEF 202 AUSDREHEN
Q200=2
;SICHERHEITS-ABST.
Q201=-15
;TIEFE
Q206=100
;VORSCHUB TIEFENZ.
Q211=0.5
;VERWEILZEIT UNTEN
Q208=250
;VORSCHUB RUECKZUG
Q203=+20
;KOOR. OBERFLAECHE
Q204=100
;2. SICHERHEITS-ABST.
Q214=1
;FREIFAHR-RICHTUNG
Q336=0
;WINKEL SPINDEL
12 L X+30 Y+20 FMAX M3
13 CYCL CALL
14 L X+80 Y+50 FMAX M99
30
X
Y
20
80
50
0
Werkzeug nicht freifahren
1
Werkzeug freifahren in Minus-Richtung der
Hauptachse
2
Werkzeug freifahren in Minus-Richtung der
Nebenachse
3
Werkzeug freifahren in Plus-Richtung der
Hauptachse
4
Werkzeug freifahren in Plus-Richtung der
Nebenachse