Zyklusablauf, Seite 349 – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Benutzerhandbuch
Seite 349
HEIDENHAIN iTNC 530
349
14.5 GRUNDDREHUNG über eine Dr
eh
ac
hse k
o
mpensier
en (Zyklus 403,
DIN/ISO:
G403)
14.5 GRUNDDREHUNG über eine
Drehachse kompensieren
(Zyklus 403, DIN/ISO: G403)
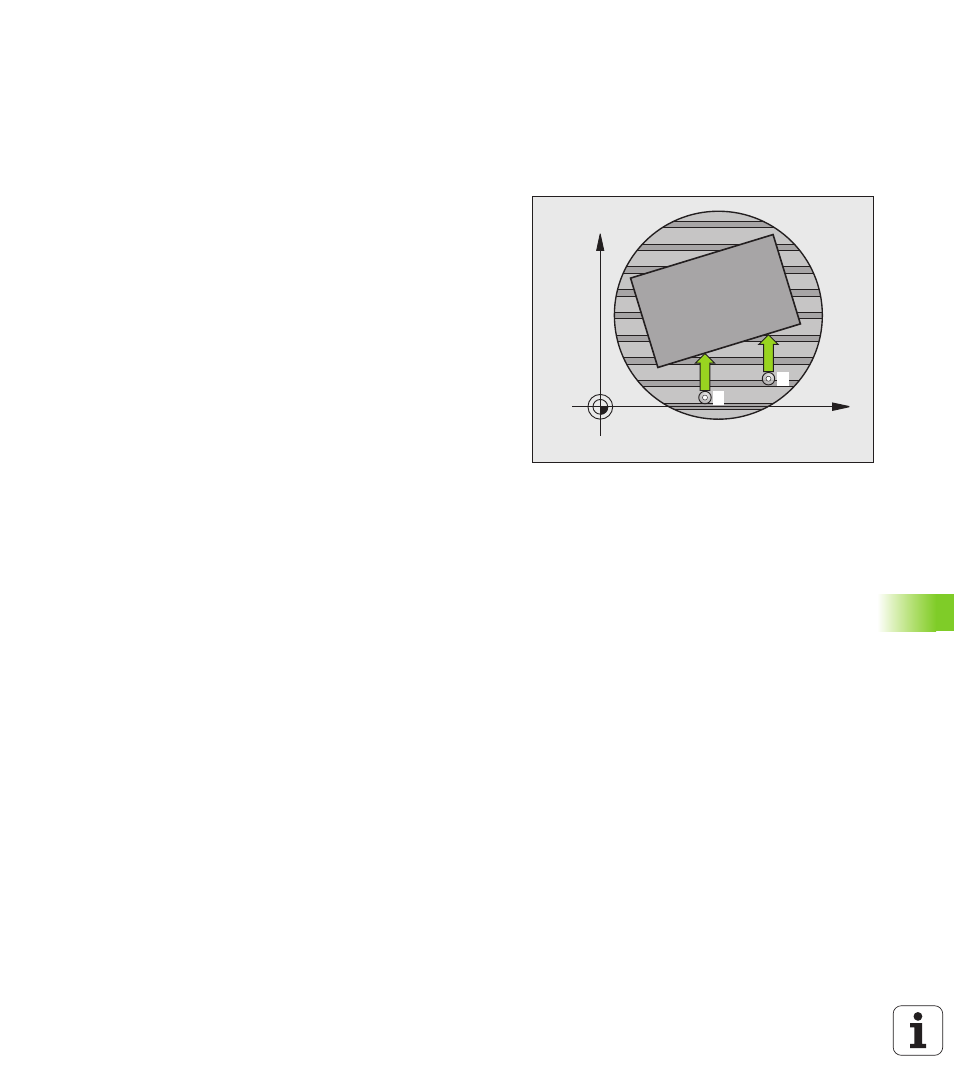
Zyklusablauf
Der Tastsystem-Zyklus 403 ermittelt durch Messung zweier Punkte,
die auf einer Geraden liegen müssen, eine Werkstück-Schieflage. Die
ermittelte Werkstück-Schieflage kompensiert die TNC durch Drehung
der A-, B- oder C-Achse. Das Werkstück darf dabei beliebig auf dem
Rundtisch aufgespannt sein.
1
Die TNC positioniert das Tastsystem mit Eilvorschub (Wert aus
MP6150) und mit Positionierlogik (siehe „Tastsystemzyklen
abarbeiten” auf Seite 336) zum programmierten Antastpunkt
1
.
Die TNC versetzt dabei das Tastsystem um den Sicherheits-
Abstand entgegen der festgelegten Verfahrrichtung
2
Anschließend fährt das Tastsystem auf die eingegebene
Messhöhe und führt den ersten Antast-Vorgang mit Antast-
Vorschub (MP6120) durch
3
Anschließend fährt das Tastsystem zum nächsten Antastpunkt
2
und führt den zweiten Antast-Vorgang durch
4
Die TNC positioniert das Tastsystem zurück auf die Sichere Höhe
und positioniert die im Zyklus definierte Drehachse um den
ermittelten Wert. Optional können Sie die Anzeige nach dem
Ausrichten auf 0 setzen lassen
X
Y
1
2