Yx z – HEIDENHAIN TNC 360 User Manual Benutzerhandbuch
Seite 106
TNC 360
5-22
5
Werkzeug-Bewegungen programmieren
5.4
Bahnbewegungen – rechtwinklige Koordinaten
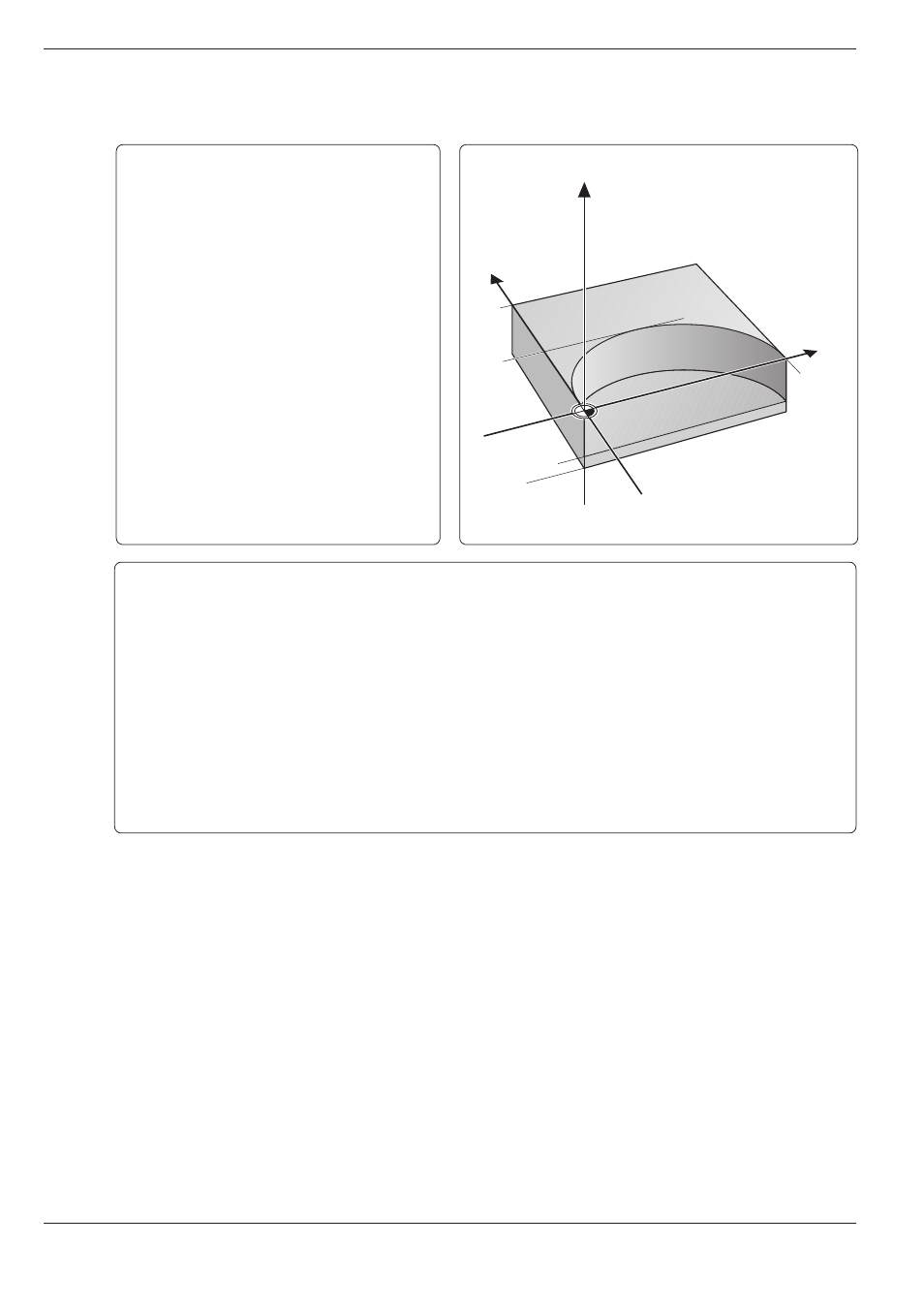
Übungsbeispiel: Halbkreis aus Werkstück fräsen.
Halbkreis-Radius:
R
= 50 mm
Koordinaten des Kreisbogen-Anfangs:
X
=
0
Y
=
0
Koordinaten des Kreisbogen-Endes:
X
= 100 mm
Y
=
0
Werkzeug-Radius:
R
= 25 mm
Frästiefe:
Z
F
= 18 mm
Bearbeitungsprogramm
0
BEGIN PGM 360522 M ...................................... Programm-Beginn
1
BLK FORM 0.1 Z X+0 Y+0 Z–20 ........................ Rohteil definieren
2
BLK FORM 0.2 X+100 Y+100 Z+0
3
TOOL DEF 2 L+0 R+25 ...................................... Werkzeug definieren
4
TOOL CALL 2 Z S2000 ....................................... Werkzeug aufrufen
5
L Z+100 R0 FMAX M6 ....................................... Werkzeug einwechseln und vorpositionieren
6
L X+25 Y–30 FMAX
7
L Z–18 FMAX M3
8
L X+0 Y+0 RR F100 ............................................ Erster Konturpunkt
9
CR X+100 Y+0 R+50 DR– .................................. Kreisbogen CR zum Endpunkt X = 100 mm, Y = 0 fräsen;
Radius R = 50 mm, negativer Drehsinn
10
L X+70 Y–30 R0 FMAX
11
L Z+100 FMAX M2
12
END PGM 360522 MM ...................................... Werkzeug freifahren und Programm beenden
–18
50
100
100
Y
X
Z
–20