Xy z, Yx z – HEIDENHAIN TNC 360 User Manual Benutzerhandbuch
Seite 186
TNC 360
8-32
8
Zyklen
8.4
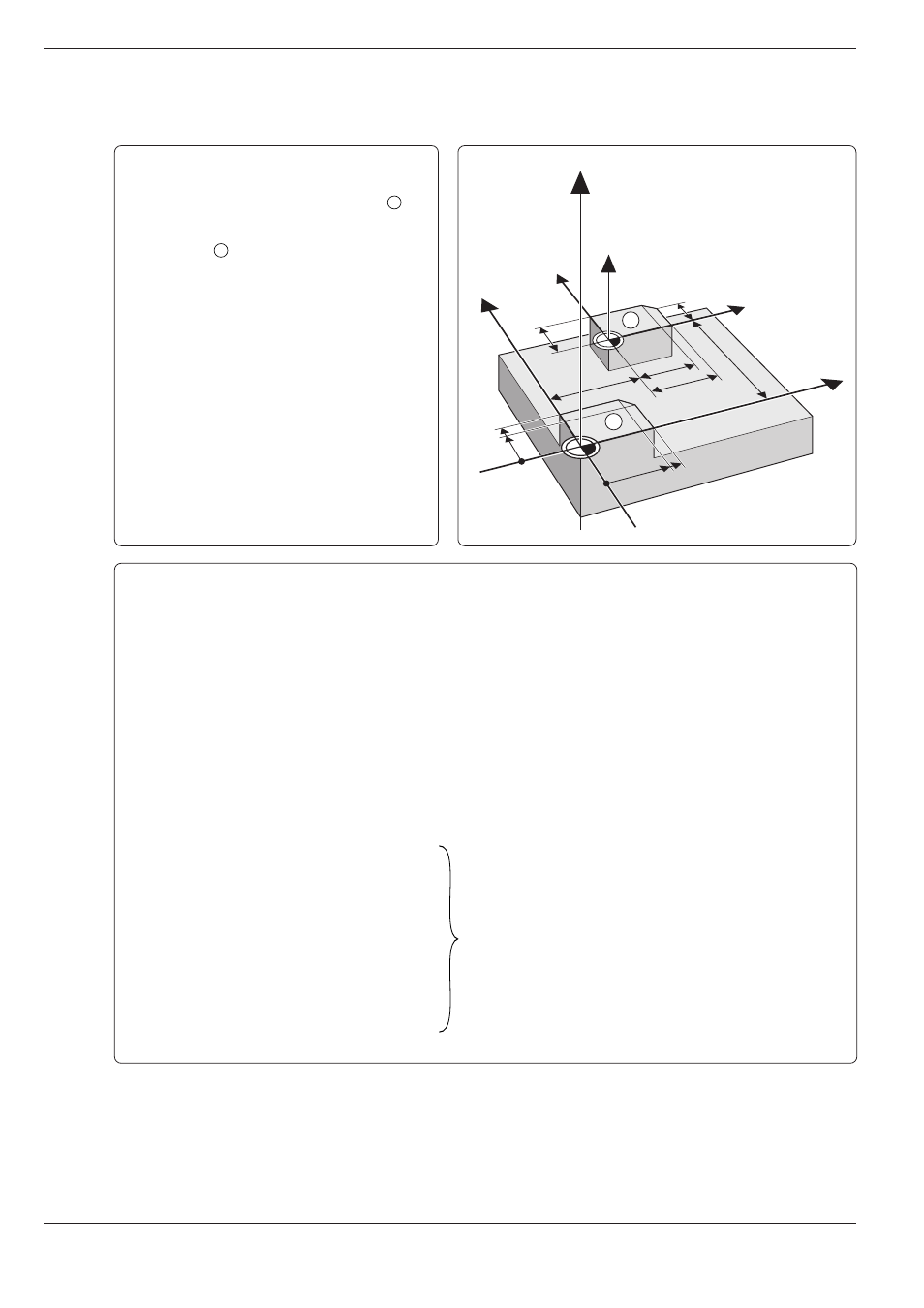
Zyklen zur Koordinaten-Umrechnung
X
Y
Z
25
30
40
20
60
15
1
2
30
25
20
15
Y
X
Z
Übungsbeispiel: Nullpunkt verschieben
Ein als Unterprogramm geschriebener
Fertigungsablauf soll
a) bezogen auf den gesetzten Nullpunkt
1
X+0/Y+0 und
b) zusätzlich bezogen auf den verschobenen
Nullpunkt
2
X+40/Y+60 ausgeführt werden.
Zyklus im Bearbeitungsprogramm
0
BEGIN PGM 360833 MM
1
BLK FORM 0.1 Z X+0 Y+0 Z–20
2
BLK FORM 0.2 X+100 Y+100 Z+0
3
TOOL DEF 1 L+0 R+4
4
TOOL CALL 1 Z S1000
5
L Z+100 R0 FMAX
6
CALL LBL 1 ........................................................ ohne Nullpunkt-Verschiebung
7
CYCL DEF 7.0 NULLPUNKT
8
CYCL DEF 7.1 X+40
9
CYCL DEF 7.2 Y+60
10
CALL LBL 1 ........................................................ mit Nullpunkt-Verschiebung
11
CYCL DEF 7.0 NULLPUNKT ............................... Nullpunkt-Verschiebung rücksetzen
12
CYCL DEF 7.1 X+0
13
CXCL DEF 7.2 Y+0
14
L Z+100 R0 FMAX M2
15
LBL 1
16
L X–10 Y–10 R0 FMAX M3
17
L Z+2 FMAX
18
L Z–5 F200
19
L X+0 Y+0 RL
20
L Y+20
21
L X+25
22
L X+30 Y+15
23
L Y+0
24
L X+0
25
L X–10 Y–10 R0
26
L Z+2 FMAX
27
LBL 0
28
END PGM 360833 MM
Das Unterprogramm steht bei den unterschiedlichen Umrechnungen an
folgender Stelle (NC-Satz) des Programms:
LBL 1
LBL 0
Nullpunkt-Verschiebung
Satz 15
Satz 27
Spiegeln, Drehung, Maßfaktor
Satz 19
Satz 31
Unterprogramm für die Geometrie der Originalkontur